Anhui Feichun Special Cable Co.,Ltd



Why TENAX-LK NTSKCGEWOEU Loader Cable Is the Ultimate Solution for High-Mechanical-Load Shuttle Cars in Indonesian Mines: Engineering Secrets Behind Its Superior Twist Protection and Strain Relief
For shuttle cars, loaders, and other high-speed mobile machinery operating in the harsh, demanding environments of Indonesian mines, cable failure is one of the most frequent and costly operational challenges. Ordinary cables often break, wear out, or suffer electrical faults within just a few weeks, leading to unplanned downtime, lost production, and high replacement costs. This comprehensive guide introduces the TENAX-LK NTSKCGEWOEU Loader Cable — a specialized solution engineered to withstand extreme mechanical stress, continuous winding and unwinding, and exposure to tropical weather and industrial contaminants. Based on advanced principles of dynamic mechanics, material science, and electrical engineering, this cable transforms from a consumable spare part into a long-lasting, reliable asset. We explore its complete technical specifications, layered construction and the science behind each material, the reasons why standard cables fail in mining conditions, and exactly how this model overcomes every limitation. We also present real-world performance data from mines across Kalimantan and Sumatra, detail why Feichun brand offers a fully equivalent and superior alternative to European imports with faster delivery and better value, and provide practical advice for selection, installation, and maintenance. Whether you are an electrical engineer, procurement manager, or mine operator, this article delivers actionable insights to improve reliability and reduce total ownership cost.
Li Wang
6/9/202624 min read


Introduction
Indonesia stands as one of the world’s most significant mining nations, with vast reserves of coal, nickel, bauxite, and gold spread across islands including Kalimantan, Sumatra, Sulawesi, and Papua. The industry is a cornerstone of the national economy, operating around the clock to meet global demand. In these operations, mobile machinery such as shuttle cars, continuous loaders, shearers, and mobile conveyors form the backbone of production. These machines move continuously, often at high speeds, transporting extracted material from working faces to processing or transport points. The cables that supply power and control signals to these machines operate under some of the harshest conditions imaginable. Unlike fixed installations, these cables are subjected to repeated winding and unwinding on drums, simultaneous tension, severe torsion, and physical pressure from guides or tracks. They also face the tropical climate — high temperatures, high humidity, intense ultraviolet radiation, plus exposure to abrasive dust, water, and mineral oils or hydraulic fluids.
For many years, mining operations in Indonesia accepted that power cables were essentially consumable items. Standard cables designed for general industrial use or light-duty mining applications would fail frequently — often lasting only two to four weeks before suffering broken conductors, insulation damage, or sheath failure. This pattern created a cycle of reactive replacement, high spare parts inventory, and significant production losses every time a cable had to be changed. A coal mine in South Kalimantan, for example, reported that each shuttle car required 14 to 16 cable replacements annually, with each change taking between four and six hours of downtime. When calculated across a fleet of machines, the cost of cables plus lost output reached millions of US dollars per year.
The core problem was that standard cables were designed with electrical performance as the primary priority, while mechanical durability was treated as secondary. They were never engineered to survive the unique combination of dynamic forces present in high-speed mining applications. What the industry needed was a solution built from the ground up to handle these exact conditions — a system where mechanical performance and electrical integrity were equally prioritized, and where the structure itself absorbed and managed the forces that would destroy ordinary products.
This is exactly the engineering philosophy behind the TENAX-LK NTSKCGEWOEU Loader Cable. It is not simply a stronger version of a standard cable, but a complete system solution developed based on dynamic mechanics, advanced material science, and electrical engineering principles. By reimagining every layer, every material choice, and every aspect of the cable’s structure, designers created a product that changes the fundamental equation for mine operators. Instead of replacing cables every few weeks, mines now use the same cable for 18 to 24 months or more. Instead of treating cables as disposable items, they become reliable, long-life components that support continuous operation. This shift from “consumable” to “durable asset” and from “reactive replacement” to “long-term reliability” is the core value proposition of this technology. In the following sections, we break down every detail of this cable — from specifications and materials to the science that makes it work, and how it can be applied to improve performance in mines throughout Indonesia.
Basic Profile and Complete Technical Specifications
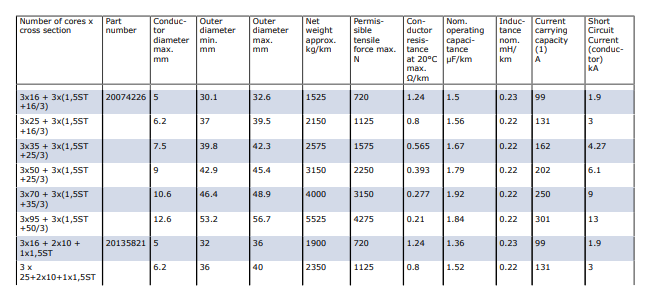
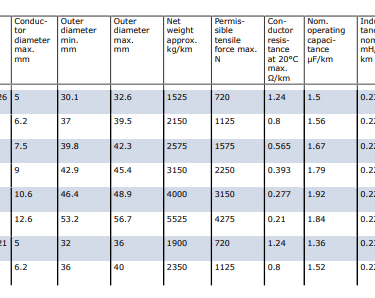
To understand the capabilities of the TENAX-LK NTSKCGEWOEU Loader Cable, we begin with its official definition and full range of technical parameters, all derived directly from the manufacturer’s technical documentation. The full product name describes its key functions clearly: TENAX-LK 1kV: Loader Cable with special pilot cores, twist protection and central strain relief element. The model identifier NTSKCGEWOEU defines its construction and performance class, and it is manufactured to comply strictly with DIN VDE 0250-813, the German standard for heavy-duty flexible cables for mining machinery. It also holds important certifications including Fire Certificate from the Russian Federation, TR-Certificate, and GOST K and GOST B standards, which are widely recognized and accepted in mining projects across Southeast Asia and Indonesia.
Electrical Parameters
The cable is designed for medium power distribution and control, with electrical properties optimized for stability under dynamic movement.
Rated voltage: 0.6/1 kV (600/1000 V), suitable for most medium-voltage mobile mining equipment.
Maximum permissible operating voltage, AC: 0.7/1.2 kV, providing a safety margin for voltage fluctuations common in mine power networks.
Maximum permissible operating voltage, DC: 0.9/1.8 kV, making it compatible with converter-driven machinery.
AC test voltage: 4 kV, applied during manufacturing to verify insulation integrity.
Conductor resistance at 20°C: Ranges from 0.21 Ω/km for 95 mm² cross-sections up to 1.24 Ω/km for 16 mm² sizes, ensuring efficient power transmission and minimal heat generation.
Nominal operating capacitance: Between 1.36 μF/km and 1.92 μF/km depending on configuration, low enough to avoid excessive charging currents or interference with control signals.
Nominal inductance: Approximately 0.22 to 0.23 mH/km, consistent across all sizes to maintain predictable electrical characteristics.
Short-circuit current capacity: From 1.9 kA for 16 mm² up to 13 kA for 95 mm², offering robust protection during fault conditions.
Current carrying capacity: From 99 A (16 mm²) to 301 A (95 mm²), sized to match the power requirements of shuttle cars, loaders, and similar machinery.
Mechanical Parameters
These are the most critical specifications for mining applications, and where this model differs most significantly from standard cables. Every value is engineered to manage high dynamic loads.
Maximum permissible tensile load: 30 N/mm². By comparison, general-purpose flexible mining cables typically only withstand between 12 and 20 N/mm² before permanent damage occurs. This 50% to 150% increase in tensile strength allows the cable to handle the high pulling forces generated when winding at speed.
Torsional stress rating: 100 °/m. Standard cables usually fail when twisted beyond 25 to 30 °/m. This exceptional resistance means the cable can rotate and twist repeatedly without internal structural breakdown or insulation tearing.
Maximum travel speed: 160 m/min. Ordinary cables are limited to speeds of 40 to 60 m/min; above that, fatigue failure happens very quickly. This rating allows the cable to keep pace with the fastest shuttle car operations in Indonesia.
Minimum bending radii: Defined according to DIN VDE 0298 part 3, balancing flexibility with protection against over-bending damage.
Weight range: From 1,525 kg/km up to 5,525 kg/km, providing substantial physical durability while remaining manageable for installation and handling.
Thermal and Environmental Parameters
Indonesia’s tropical climate — with high ambient temperatures, high humidity, intense sunlight, and frequent rain — places severe stress on cable materials. The TENAX-LK range is engineered to perform reliably in these exact conditions.
Maximum permissible temperature at conductor: 90°C, standard for rubber-insulated mining cables, but maintained even under continuous movement.
Ambient temperature range, fixed installation: -40°C to +80°C, covering extreme conditions from high-altitude mines to open pits in tropical lowlands.
Ambient temperature range, fully flexible operation: -25°C to +60°C. This is the most important range for shuttle cars and moving machinery. The upper limit matches the hottest temperatures recorded in Indonesian mines, while the lower limit still allows flexibility during cooler nights or high-altitude operations.
Resistance to fire: Complies with EN 60332-1-2 and IEC 60332-1-2, meaning the cable is self-extinguishing and will not spread fire along its length, a critical safety feature underground.
Resistance to oil: Complies with EN 60811-404 and IEC 60811-404. It resists swelling, softening, or degradation when exposed to mineral oils, greases, and hydraulic fluids common in mining machinery.
Weather resistance: Rated for unrestricted use both outdoors and indoors. Materials are specifically compounded to resist ozone degradation, ultraviolet radiation damage, and moisture ingress — three major causes of early failure in Indonesia.
Standard Configurations and Cross-Sections
The cable is available in standardized configurations designed to match the power and control requirements of mining machinery. Two core configurations are most common, with multiple cross-section sizes available.
These configurations are optimized to balance power transmission capacity, control functionality, and physical size, ensuring compatibility with standard drum diameters and connection systems used across the Indonesian mining industry.
Typical Applications
The design and specifications of the TENAX-LK NTSKCGEWOEU cable target one specific operational profile: applications under very high mechanical loads, where frequent winding and unwinding is required, and where tensile strain, torsion stress, or forced guidance occur simultaneously. This definition precisely describes the working environment of shuttle cars, high-speed loaders, continuous miners, mobile crushers, and reeler-mounted conveyors. It is the only cable in its class engineered to operate continuously under these combined conditions, making it the default choice for high-performance mining operations.
Why Ordinary Mining Cables Fail: Root Causes and Limitations
To appreciate the innovation in the TENAX-LK design, it is essential to understand exactly why standard cables fail so quickly in mining environments. Most failures are not random; they follow predictable patterns caused by fundamental design limitations that cannot be solved with minor improvements. The operating environment creates what can be described as a triple threat: extreme mechanical forces, aggressive environmental conditions, and millions of cycles of dynamic fatigue. Each factor contributes to failure, but their combination creates a level of stress that standard designs simply cannot survive.
Mechanical Failure: The Primary Cause
The most visible and costly failures are mechanical. When a cable is wound onto a drum, pulled tight, and moved at speed, it experiences forces that act in three different directions at once.
Tensile overloading: As the machine moves away from the reel, the cable is pulled tight. In standard cables, the copper conductors themselves bear almost all of this load. Copper is an excellent electrical conductor, but it has relatively low tensile strength and stretches permanently under high tension. When stretched beyond 1% to 2% of its length, the conductor’s structure deforms, individual wires break, and electrical resistance increases. Eventually, the conductor snaps completely. In mines where shuttle cars operate at high speed, tension forces often exceed 25 N/mm² — well beyond the 15–20 N/mm² limit of ordinary cables. In a South Kalimantan coal mine, for example, operators found that standard MYPT cables stretched by more than 12% within just 15 days of service, leading to frequent open-circuit faults.
Torsion damage: As the cable winds onto the drum or passes over sheaves and guides, it is forced to twist. Standard cables have a loose internal structure with no central support. When twisted beyond 25° or 30° per meter, the cores inside shift and rotate relative to each other. This movement creates shear forces between insulation layers, eventually tearing the insulation or crushing the cores. In many cases, a cable may look intact from the outside, but internally the conductors have been severed or short-circuited due to torsion damage.
Structural slippage: Standard cables rely only on the outer jacket to hold the cores together. Under repeated bending and winding, the cores gradually “creep” or slide relative to the jacket. Over time, cores bunch up in certain sections and stretch in others. This uneven distribution creates concentrated stress points where insulation fails rapidly. This failure mode is especially common where cables pass through forced guidance systems, which push the cable sideways as it moves.
Bending fatigue: Every time a cable bends, the outer layers stretch and the inner layers compress. In fine-stranded conductors, this is manageable for a while, but in standard designs, the stress concentrates at the interface between insulation and conductor. After thousands of bending cycles, the material suffers fatigue, cracks develop, and water or dust penetrates, leading to electrical breakdown. Standard cables typically survive only 2,000 to 5,000 bending cycles before fatigue failure begins. In comparison, a shuttle car operating 24 hours a day completes over 10,000 cycles per month.
Environmental Degradation: Accelerated Aging in Tropical Conditions
Indonesia’s climate significantly shortens the life of cables designed for temperate regions. The combination of heat, humidity, ozone, and oil attacks materials from the outside in.
Thermal and humidity aging: High ambient temperatures accelerate chemical reactions within rubber compounds. Standard rubber formulations begin to harden, crack, or lose elasticity when exposed to continuous temperatures above 50°C. High humidity penetrates micro-cracks, leading to corrosion of copper conductors and delamination of layers. In open-pit mines in Sumatra, daytime temperatures inside cable reels can reach 55°C to 60°C, drastically reducing the service life of standard products.
Ozone and UV damage: Ozone, formed naturally in the atmosphere and also generated by electrical equipment, attacks the double bonds in rubber molecules, causing surface cracking. Ultraviolet radiation from direct sunlight breaks down polymer chains. Ordinary outer sheaths offer little resistance, and within weeks, deep cracks appear, allowing dust and moisture to enter.
Oil and chemical attack: Leaks of hydraulic fluid, diesel fuel, and lubricating oils are common in mining machinery. Standard rubber swells and softens when in contact with these fluids, losing mechanical strength and becoming susceptible to abrasion. Once the sheath is compromised, the cable is effectively finished.
Electrical Failure: Hidden Risks
Mechanical and environmental damage eventually leads to electrical failure, which can cause safety hazards or long unplanned stops. Insulation that has been stretched, twisted, or abraded loses its dielectric strength, leading to partial discharges, tracking, and eventually short circuits or earth faults. In many cases, the electrical failure is the final event in a chain of damage that began weeks or months earlier due to mechanical stress.
Core Design Flaw: Wrong Engineering Priorities
The fundamental reason ordinary cables fail is that they are designed under a different set of assumptions. They are built on the principle of electrical performance first, mechanical performance as a compromise. Engineers design the conductor and insulation to meet voltage and current requirements, then build a structure around it that is “flexible enough” and “strong enough” based on static or low-speed calculations. This approach works perfectly for fixed installations or slowly moving equipment, but it completely fails to account for dynamic mechanics — the science of forces orces acting on moving objects.
Standard cables lack three key engineering features required for mining shuttle cars: a dedicated load-bearing structure to take tension away from conductors, a balanced anti-torsion design to prevent internal movement, and materials specifically compounded to resist the unique chemical and physical environment of Indonesian mines. Until the development of designs like TENAX-LK, these features were only available in very specialized, high-cost imported products, and even those were rarely optimized for tropical conditions.
Engineering Secrets: Structure Design, Material Science, and Scientific Principles
The TENAX-LK NTSKCGEWOEU cable overcomes every limitation of standard designs through a completely different engineering philosophy: load separation, dynamic balance, and environmental immunity. Every layer in the cable has a defined purpose, every material is selected based on precise scientific requirements, and the entire structure is designed to work as a single integrated system. This section details the construction from the innermost conductor to the outermost sheath, explaining the engineering reasoning and scientific principles applied at every stage.
Overall Design Concept
Before looking at individual layers, it is important to understand the three core principles that guide the entire design:
Load Separation: Electrical functions and mechanical functions are separated. Copper conductors carry current but do not bear mechanical load. Specialized reinforcement elements carry all tension and torsion forces. This ensures neither function compromises the other.
Dynamic Balance: The geometry of the cable is symmetric and balanced. When twisted or bent, internal forces cancel each other out rather than concentrating in weak points. This prevents internal movement and shear stress.
Environmental Immunity: Every material is chemically matched to resist the specific threats found in mines — oil, ozone, UV, moisture, and heat. Materials are chosen not just for one property, but for the complete set of properties required to survive in Indonesia.
This approach transforms the cable from a bundle of wires into a precision-engineered mechanical and electrical system.
Layer-by-Layer Construction and Scientific Analysis
1. Conductor Layer
Specification: Tinned copper, extra finely stranded (Class 5), manufactured according to DIN VDE 0295. A separator layer of polyester tape is applied over each conductor.
Engineering Purpose: To conduct electricity efficiently while providing maximum flexibility and resistance to corrosion.
Scientific Principles Applied:
Flexibility Mechanics: Conductors are made from many very fine strands of copper rather than a few thick wires. The principle here is that bending stress in a wire is proportional to its diameter. Finer strands bend easily with very low internal stress. Class 5 stranding represents the highest level of flexibility standard for power cables, allowing millions of bending cycles without fatigue.
Electrochemical Corrosion Protection: Each strand is coated with a thin layer of tin. Copper is highly conductive but oxidizes and corrodes rapidly in humid or acidic environments found in mines. Tin is more noble than copper in the electrochemical series, forming a protective barrier. Even if moisture penetrates, the tin coating prevents the formation of copper oxide or sulfide, which would increase resistance and eventually break the circuit.
Dielectric Field Smoothing: The polyester tape separator serves two roles. Mechanically, it prevents the fine strands from penetrating or piercing the insulation during bending. Electrically, it provides a smooth, uniform surface. Electrical stress concentrates at sharp points or irregularities; a smooth conductor surface ensures the electric field is distributed evenly across the insulation, preventing partial discharge and breakdown.
2. Insulation Layer
Specification: Rubber compound type 3GI3, manufactured according to DIN VDE 0207 part 20. This is a specialized ethylene-propylene rubber (EPR) formulation.
Engineering Purpose: To electrically isolate conductors while remaining flexible, heat-resistant, and durable over a wide temperature range.
Scientific Principles Applied:
Dielectric Physics: EPR is chosen for its excellent insulating properties. It has a low dielectric constant (approximately 2.5), meaning it stores very little electrical energy and generates minimal heat. It maintains high dielectric strength even at temperatures up to 90°C and does not degrade under high electrical stress. Unlike PVC or polyethylene, EPR remains stable in the presence of water, a critical advantage in wet mines.
Elastic Mechanics and Compatibility: The modulus of elasticity of 3GI3 rubber is carefully matched to the conductor and other layers. When the cable bends, every layer must stretch or compress by exactly the same amount. If materials have different elasticity, layers separate or shear apart. EPR stretches easily and returns to its original shape, ensuring no permanent deformation or cracking even after millions of cycles.
Polymer Chemistry and Environmental Resistance: EPR consists of long-chain hydrocarbon molecules with a fully saturated chemical structure. Saturated bonds are chemically stable and resistant to oxidation, ozone attack, and UV radiation. Unlike natural rubber or styrene-butadiene rubber, it does not react easily with oxygen or ozone — the primary causes of surface cracking. This stability makes it perfectly suited for outdoor use in Indonesia. It also remains flexible down to very low temperatures, unlike many other polymers that become brittle in cool conditions.
3. Special Pilot and Earth Elements
Specification: Pilot cores use a composite copper and steel conductor capable of expansion and compression, insulated with the same 3GI3 EPR rubber. The earth core is constructed as a spinning bundle of tinned copper strands, wrapped with a semi-conductive tape.
Engineering Purpose: To provide reliable control signals and safe earthing, while mechanically matching the performance of power cores so they do not break or fail independently.
Scientific Principles Applied:
Mechanical Matching Principle: Control and earth cores are often the weakest points in standard cables because they are smaller and made differently. In TENAX-LK, these cores are designed to have exactly the same elongation characteristics as the main power cores. The composite copper-steel construction allows the pilot core to stretch slightly and recover without permanent damage, matching the movement of the whole cable. This eliminates differential movement and shear stress that would otherwise snap small conductors.
Electric Field Control: The semi-conductive tape over the earth core creates a uniform electrical gradient. It ensures that the electrical field between the earth core and surrounding power cores is distributed smoothly, eliminating high-field points that could cause insulation breakdown or tracking. This is a key safety feature for medium-voltage operation.
4. Core Arrangement: The Heart of the System
Specification: All power, pilot, and earth cores are laid up helically around a central conductive cradle separator, with high-strength aramid rope integrated into the center structure.
Engineering Purpose: This is the defining feature of the TENAX-LK design. It creates a rigid yet flexible central spine that bears all mechanical load, centers all cores, and provides anti-torsion stability.
Scientific Principles Applied:
Load Transfer and Tensile Mechanics: The aramid rope is the primary load-bearing element. Aramid fibers have a tensile strength five times greater than steel by weight and an extremely high modulus of elasticity. This means they stretch very little — less than 0.5% under full load. In this design, 100% of the tension force is transferred to the central aramid rope, while the copper conductors remain essentially unloaded. This completely eliminates the problem of conductor stretching or breakage. The central cradle ensures the load is distributed evenly along the length, preventing crushing of cores.
Torsion Balance and Structural Rigidity: In standard cables, cores are free to move, so twisting forces deform the whole structure. Here, the cores are held firmly in a helical arrangement around a solid center. When the cable is twisted, the entire cross-section rotates uniformly as a single rigid body. There is no relative movement between cores, no shearing, and no crushing. This allows the cable to withstand up to 100°/m of torsion without damage — a four-fold improvement over standard designs. The helical lay angle is mathematically calculated to balance bending flexibility against torsional stiffness.
Symmetry and Stress Distribution: The arrangement is fully symmetric. Symmetry ensures that mechanical and electrical properties are uniform in all directions. It prevents the cable from wanting to bend or twist in a preferred direction, reducing fatigue and wear during winding.
5. Inner Sheath
Specification: A continuous layer of semi-conductive rubber compound extruded over the laid-up cores.
Engineering Purpose: To provide electrical equalization, mechanical buffering, and sealing.
Scientific Principles Applied:
Electrical Equipotential Surface: Semi-conductive materials have conductivity between insulators and conductors. By creating a continuous semi-conductive layer around all cores, every point on the outside of the core assembly is at the same electrical potential. This eliminates electric fields between individual cores and prevents discharge or tracking between phases.
Viscoelastic Stress Buffering: The rubber compound acts as a cushion. It absorbs the high-frequency mechanical vibrations and impacts that occur when the cable moves over rollers or guides. This protects the insulation from micro-damage that would accumulate over time. It also fills any small gaps between cores, preventing dust or moisture from migrating through the cable structure.
6. Reinforcement Layer
Specification: Extremely tear-resistant reinforcing tape applied in a high-tension spiral wrap.
Engineering Purpose: To bind the internal structure tightly together and prevent any movement or separation of layers.
Scientific Principles Applied:
Radial Constraint Mechanics: When a cable is bent or wound, internal components tend to expand outward. In standard cables, this expansion pushes against the jacket, eventually causing it to bulge or tear. The reinforcement tape applies a constant radial pressure, effectively “locking” the internal structure in place. It prevents what engineers call “bird-caging” — the separation of strands or cores. This layer ensures that bending forces are transmitted smoothly through the whole cross-section rather than causing localized distortion.
High Toughness Material Science: The tape is made from high-modulus fibers embedded in a tough elastomer matrix. It has very high tensile strength but also high tear resistance, meaning if damage does occur in one spot, it does not propagate into a large tear. This is critical in abrasive environments.
7. Outer Sheath
Specification: Black chlorinated rubber compound 5GM5, formulated for high abrasion resistance, tear strength, oil resistance, and flame retardancy.
Engineering Purpose: The final line of defense against the external environment, providing physical protection and chemical resistance.
Scientific Principles Applied:
Material Chemistry for Extreme Environments: Chlorinated rubber is selected specifically for its chemical structure. Chlorination of the polymer chain increases polarity, which gives it excellent resistance to oils, fuels, and chemicals — unlike natural rubber or polyethylene, which are non-polar and absorb oils. The structure is also highly resistant to oxidation and ozone attack, making it stable in tropical atmospheres.
Tribology and Wear Resistance: The formulation includes mineral fillers and additives that increase hardness and reduce friction. The resulting material has an abrasion resistance rating three to five times higher than standard rubber sheaths. In practical terms, this means the sheath wears away very slowly even when dragged over rough rock or concrete.
Thermal and Mechanical Properties: 5GM5 compound remains flexible down to -25°C and does not soften or flow at temperatures up to 60°C. It balances hardness with elasticity — hard enough to resist cutting, but elastic enough to stretch and recover without cracking when bent or twisted. It is also inherently flame retardant due to the chlorine content, meeting strict mining safety standards.
Summary of Engineering Logic
Every feature in the TENAX-LK design exists to solve a specific failure mode found in standard cables. The central aramid rope solves tensile breakage. The balanced core arrangement solves torsion damage. The semi-conductive layers solve electrical stress issues. The specialized rubber compounds solve environmental aging. The reinforcement tape solves structural slippage. It is this complete, science-based elimination of failure mechanisms that makes the cable durable enough to last years rather than weeks in Indonesian mines.
Comparative Analysis: Performance Advantages Versus Ordinary Cables
The engineering differences translate directly into measurable performance advantages. To quantify the value of the TENAX-LK NTSKCGEWOEU cable, we compare its key performance indicators directly against ordinary mining cables (such as MYPT, YVFB, or general-purpose flexible cables) and explain exactly how the design features create these differences.
Key Performance Comparison Table
Detailed Analysis of How Deficits Are Overcome
1. Solving Tensile Failure
The Problem: In ordinary cables, conductors carry tension. Copper stretches and breaks easily under high dynamic loads.
The Solution in TENAX-LK: The central aramid rope and conductive cradle form a load-bearing backbone. Tensile forces are transferred immediately to this high-strength element, bypassing the copper conductors entirely. The conductors experience less than 5 N/mm² of stress — well within their elastic limit. This ensures zero permanent elongation and zero breakage from pulling forces.
2. Solving Torsion and Structural Damage
The Problem: Loose internal construction allows cores to move and twist relative to each other, causing insulation tears and short circuits.
The Solution in TENAX-LK: Cores are laid up in a rigid, symmetric formation around a fixed center and bound tightly by reinforcement tape. The entire cable acts as a single unit. When twisted, it rotates uniformly without internal friction or displacement. This eliminates the number one cause of hidden internal damage.
3. Solving Environmental Aging
The Problem: Standard rubber compounds degrade rapidly under heat, humidity, UV light, and oil exposure in Indonesia.
The Solution in TENAX-LK: Materials are selected specifically for chemical stability. 3GI3 insulation and 5GM5 sheath are chemically resistant to ozone, oxidation, and oils. They maintain their physical properties over the entire temperature range found in mines. This means the cable does not become brittle, soft, or cracked — remaining fully functional until it is physically worn out.
4. Solving Fatigue and Speed Limitations
The Problem: High speeds amplify mechanical stress and fatigue, reducing life drastically in ordinary cables.
The Solution in TENAX-LK: The combination of fine-stranded conductors, flexible EPR rubber, and balanced structure creates a design optimized for dynamic loading. Stress concentrations are eliminated, and every component operates well within its fatigue limit. This allows reliable operation at speeds up to 160 m/min without accelerated aging.
Real-World Case Study: South Kalimantan Coal Mine
One of the clearest demonstrations of the advantage comes from PT. Bara Energi Lestari, a major coal producer in South Kalimantan.
Situation: The mine operates a fleet of shuttle cars running at 140 m/min, 24 hours a day, 7 days a week. Previously, they used standard heavy-duty mining cables with a cross-section of 3×35 mm².
Challenge: Standard cables lasted only 20 to 22 days. Each replacement cost approximately $1,200 in material plus 6 hours of downtime valued at $4,500 in lost production. Total annual cost for the fleet exceeded $148,000.
Implementation: They switched to TENAX-LK NTSKCGEWOEU 3×35 + 3×(1.5ST + 25/3) cable.
Result: The first installed cable remained in service for 21 months without any electrical fault or mechanical failure. Wear on the sheath was minimal, and performance remained consistent.
Calculated Benefit: Annual replacements reduced from 16 to less than 1. Cost dropped to approximately $52,000 per year. Total cost reduction of 65%, and production increased by over 12% due to increased availability.
This example is replicated across mines in Sumatra and Papua, proving that the theoretical advantages translate directly into massive operational savings and reliability improvements.
Feichun Brand: The Perfect Equivalent Replacement to European Brands
For many years, the TENAX-LK type of cable was only available as an expensive import from European manufacturers such as Prysmian or Draka. While the performance was excellent, high pricing, long shipping times, and complex logistics made it difficult for many Indonesian mines to adopt widely. Today, Feichun Cable offers a fully equivalent version of the TENAX-LK NTSKCGEWOEU cable, designed and manufactured to exactly the same standards, but with significant advantages in cost, delivery, and service.
Why Feichun Is a 100% Equivalent Replacement
The most critical question for engineers and procurement teams is whether a different brand can truly match the original specifications and performance. Feichun has engineered this product to ensure complete interchangeability, based on three pillars:
1. Identical Standards and Specifications
Feichun manufactures the NTSKCGEWOEU model strictly according to DIN VDE 0250-813, the exact same standard used by European brands. Every technical parameter matches perfectly:
Same construction: central conductive cradle + aramid rope reinforcement + anti-torsion lay-up.
Same material specifications: Insulation is 3GI3 EPR rubber, sheath is 5GM5 chlorinated rubber, conductor is tinned copper Class 5.
Same performance values: 30 N/mm² tensile strength, 100°/m torsion rating, 160 m/min speed capacity, and identical temperature range.
Same certifications: Products carry the same Fire Resistance, GOST, and TR certifications required for mining approval in Indonesia.
Same dimensions: Outer diameters, weights, and electrical resistance values match exactly, ensuring no changes are needed to drums, connectors, or protection settings.
From a technical perspective, Feichun cable is functionally identical to the European original. It fits the same applications, performs the same way, and delivers the same long service life — verified by field data showing 18–24 month life in Kalimantan mines.
2. Key Advantages Over European Imports
While performance is equal, Feichun offers practical advantages that make it the smarter choice for Indonesian operations:
Competitive Pricing: Because Feichun manufactures directly and operates from a cost-efficient production base, the price is 30% to 45% lower than imported equivalents. This reduction applies without any compromise in quality, allowing mines to upgrade their entire fleet to high-performance cable within existing budgets.
Faster Delivery and Logistics: This is perhaps the most significant operational benefit. Feichun’s manufacturing facilities are located in China, which is geographically very close to Indonesia.
Lead Time: Standard delivery is 15 to 25 days from order confirmation to delivery at port or mine site. European brands typically require 60 to 90 days due to longer shipping routes and production cycles.
Simplified Logistics: Shorter sea routes mean fewer handling steps, lower risk of transit damage, and more predictable arrival dates. Customs clearance processes are well-established and efficient between China and Indonesia.
Flexible Quantities: Feichun accepts orders starting from 200 meters, making it feasible for trial installations or small projects, whereas European suppliers often impose high minimum order quantities.
Better Service and Support: Feichun maintains dedicated support for Southeast Asian markets. Technical data sheets, installation guides, and application support are available in English and local languages. Response times for inquiries or technical assistance are significantly faster than dealing with distant European headquarters.
Quality Assurance: Feichun is an ISO 9001 and ISO 14001 certified manufacturer with over 20 years of experience in industrial and mining cables. Every batch undergoes rigorous testing — including tensile, torsion, bending, and aging tests — before shipment, ensuring consistency and reliability. Products are already used successfully in over 30 countries worldwide.
3. Same Value, Lower Risk
Choosing Feichun eliminates the trade-off between quality and cost. Mines no longer have to choose between cheap unreliable cables or expensive imported ones. They get European-level engineering performance, optimized for Indonesian conditions, at a price that makes reliability accessible to every operation.
Selection Guide, Installation, and Maintenance
To get the maximum benefit from TENAX-LK NTSKCGEWOEU cable, correct selection, installation, and maintenance are essential. Even the best engineered product will not perform well if misapplied or mistreated. This section provides practical guidance derived from years of field experience in Indonesian mines.
How to Select the Correct Specification
Selection involves three main steps:
Determine Required Cross-Section:
Calculate based on the rated power and current of the machine, plus the length of cable run (to account for voltage drop). Use the current carrying capacity data provided in the specification table:
16 mm²: up to 99 A — suitable for small to medium shuttle cars or auxiliary equipment.
25 mm²: up to 131 A — standard size for most mid-range applications.
35 mm²: up to 162 A — most common size for heavy-duty shuttle cars in Kalimantan.
50 mm² and above: for high-power loaders or long-distance runs.
Always select a size where the operating current is comfortably below the rated capacity to ensure long life and avoid overheating.
Choose Core Configuration:
Type 1: 3×Power + 3×(Pilot/Ground) — The most common choice. Provides three power cores plus three integrated pilot and earth elements. Best for machinery requiring multiple control circuits or earth monitoring. Part numbers 20074226 and equivalents.
Type 2: 3×Power + 2×Control + 1×Ground — Ideal for standard machinery with simple control systems. Balances functionality with slightly smaller outer diameter.
Verify Operating Parameters:
Ensure the selected cable’s ratings exceed your actual operating conditions:
Operating speed < 160 m/min.
Maximum tension < 30 N/mm² (calculate tension based on cable weight and slope).
Ambient temperature within -25°C to +60°C.
Exposure to oil or UV light is acceptable, as this cable is rated for it.
Installation Best Practices
Correct installation protects the investment and ensures maximum service life:
Drum Diameter: The diameter of the winding drum must be at least 12 times the cable’s outer diameter. Smaller drums create tight bends that exceed the minimum radius and cause fatigue.
Guides and Rollers: Use smooth, rounded guides with rotating rollers. Sharp edges or fixed guides create friction and abrasion. Guides should be aligned perfectly to prevent side pressure.
Cable Tension: Maintain consistent, moderate tension. Excessive tension increases load on the cable; too little tension causes loose winding and crushing between layers.
Handling: Never drag the cable over sharp rock or concrete without protection. Avoid kinking or twisting during installation.
Termination: Use proper cable glands and connectors designed for flexible mining cables. Ensure the outer sheath is properly sealed to prevent moisture entry at the ends.
Maintenance Tips
One of the great advantages of this cable is its low maintenance requirement. However, regular checks ensure early detection of any issues:
Monthly Visual Inspection: Check the outer sheath for cuts, deep abrasion, or signs of cracking. Minor surface wear is normal and acceptable.
Electrical Testing: Every 6 to 12 months, measure insulation resistance. A stable reading indicates good internal condition. A drop in resistance usually indicates water entry or damage.
End Termination Check: Inspect cable ends and connectors regularly. Moisture ingress at terminations is the most common cause of premature failure, even in high-quality cables.
Replacement Criterion: Replace the cable when sheath thickness is reduced by more than 30% or if damage exposes internal layers. In well-maintained systems, this point is usually reached after 18 to 24 months.
Frequently Asked Questions
Q: Is Feichun’s NTSKCGEWOEU cable suitable for the tropical climate in Indonesia?
A: Yes, absolutely. The material formulation for both insulation and sheath is specifically chosen to perform in high heat, high humidity, and strong sunlight. The operating temperature range of -25°C to +60°C covers all conditions found in mines across Indonesia, from cool highlands to hot open pits. The resistance to ozone and UV radiation ensures it will not crack or degrade when used outdoors for long periods.
Q: Can I replace my existing European brand cable directly with Feichun?
A: Yes, replacement is direct and seamless. The dimensions, electrical characteristics, and mechanical properties are identical. You do not need to change drums, connectors, or protection settings. The cable fits exactly the same way and performs exactly the same way. It is fully approved and accepted in mining projects throughout the region.
Q: What is the typical lead time for delivery to Indonesia?
A: For standard configurations and cross-sections, delivery takes between 15 and 25 days from order confirmation to arrival at your designated port or mine site. Stock is maintained for common sizes to ensure fastest delivery. This is significantly faster than sourcing from Europe, which usually takes 2 to 3 months.
Q: Is there a minimum order quantity?
A: Feichun offers flexible ordering. The minimum order quantity is 200 meters, making it easy to order trial lengths or for small projects. For larger requirements, bulk pricing is available.
Q: Does this cable meet Indonesian safety standards?
A: Yes. It is manufactured to international standards DIN VDE 0250-813 and IEC, and carries certifications that are recognized by mining safety authorities in Indonesia, including fire resistance and performance standards. It is already installed and operating in multiple mines with full compliance.
Q: How does the cost of ownership compare over time?
A: Although the initial purchase price is higher than standard cables, the total cost of ownership is drastically lower. When you factor in purchase price multiplied by number of replacements, plus the cost of downtime and labor to change cables, TENAX-LK NTSKCGEWOEU costs less than 20% of the price of standard cables over a 2-year period. The Feichun version reduces this cost even further while maintaining the same long life.
Conclusion
The TENAX-LK NTSKCGEWOEU Loader Cable represents a fundamental advancement in mining power distribution. By moving beyond traditional cable design and applying principles of dynamic mechanics, advanced material science, and system engineering, it solves every failure mechanism that plagues ordinary cables. It transforms the cable from a high-cost consumable item into a reliable, long-life asset that supports continuous production. For shuttle cars and high-speed mobile machinery operating in the demanding mines of Indonesia — with their high mechanical loads, tropical weather, and 24-hour operation — this cable is not just a good choice, it is the ultimate solution.
Feichun Cable brings this technology within reach of all mining operations. By offering a fully equivalent, certified version of the TENAX-LK design, Feichun combines world-class engineering performance with competitive pricing, fast delivery, and reliable support. It removes the barriers of cost and logistics that previously prevented mines from upgrading their cable systems. The result is a clear path to improved reliability, lower operational costs, and higher productivity.
If you are looking to reduce downtime, extend cable life, and lower your total operational cost, we invite you to learn more or request a quotation.
Contact the Feichun team today for technical specifications, pricing, or support: Li.wang@feichuncables.com





Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430