Anhui Feichun Special Cable Co.,Ltd



Why Does CORDAFLEX(S) NSHTOEU Reeling Cable Outlast Ordinary LHD Scoop Cables in Underground Mines? A Deep Dive into Kevlar Reinforcement, EPR Insulation and DIN VDE 0250‑814 Design
Explore how CORDAFLEX(S) NSHTOEU reeling cable solves the toughest challenges of underground mining power supply. Learn about its Kevlar‑reinforced structure, EPR 3GI3 insulation, DIN VDE 0250‑814 compliance, and why it outperforms standard cables in frequent reeling, high torsion, and harsh environments. Discover Feichun’s equivalent European‑quality solution—faster delivery, competitive pricing, and ideal for Indonesia’s coal and mineral mines.
Li. Wang
6/8/202620 min read


Introduction
Underground mining operations in Indonesia, from the coalfields of East Kalimantan to the mineral‑rich deposits of Sumatra, rely heavily on Load‑Haul‑Dump (LHD) machines. These vehicles move millions of tons of material every year, and their continuous operation is the backbone of mine productivity. Yet, one of the most persistent and costly problems mine operators face is the premature failure of power supply cables. Ordinary flexible cables often break, short‑circuit, or degrade within just three to six months, leading to unplanned downtime, expensive replacements, and significant safety risks. In many Indonesian mines, operators report spending as much as 15‑20% of their equipment maintenance budget on cable replacement alone.
The root of this problem lies in the extreme working conditions underground. LHD cables are not just static power lines; they are dynamic components subjected to constant reeling and unreeling, high tensile loads, severe twisting, abrasive dust, moisture, and exposure to mineral oils and chemicals. Standard cables are designed for general‑purpose use, not for this combination of mechanical, chemical, and thermal stress. They fail because their design, materials, and construction do not address the specific demands of reeling service.
CORDAFLEX(S) NSHTOEU is different. It is not an improved version of a standard cable, but a complete system solution engineered specifically for LHD scoop operations. Developed according to DIN VDE 0250‑814—the strict German standard for mining reeling cables—it integrates advanced materials like very fine stranded tinned copper, EPR 3GI3 insulation, Kevlar strength members, and 5GM5 elastomer sheaths. Every layer, every material choice, and every manufacturing process is targeted at solving four core pain points: fatigue from repeated bending, damage from high tension, failure from torsion, and degradation from chemical and environmental attack. With a service life of 24 to 36 months—four to six times longer than ordinary cables—it has become the preferred choice for mines across Southeast Asia. Feichun, a leading manufacturer, produces this cable to identical specifications as European brands, offering equal performance, faster delivery, and a more competitive price, making it an ideal replacement for mines in Indonesia and beyond.
This article explores the engineering principles, material science, and design logic behind CORDAFLEX(S) NSHTOEU. It explains why ordinary cables fail, how this model overcomes those limitations, and how mining engineers and procurement teams can select and apply it to improve reliability and reduce operating costs.
Mining Reeling Cable Requirements and Why Ordinary Cables Fail
To understand what makes CORDAFLEX(S) NSHTOEU unique, it is first necessary to understand the environment in which it operates and the reasons standard cables do not survive. Underground mining presents one of the harshest environments for electrical equipment, and reeling cables face the most severe conditions of all.
Working Conditions for LHD Reeling Cables
LHD machines travel long distances along tunnel networks, often moving at speeds up to 160 meters per minute. The cable is wound onto a mono‑spiral or cylindrical reel mounted on the machine, meaning it is bent, straightened, and twisted with every movement. Key mechanical loads include:
Tensile force: As the machine moves away from the power source, the cable is pulled tight, with loads reaching up to 30 Newtons per square millimeter of conductor cross‑section.
Torsion: Each time the reel turns or the machine changes direction, the cable is twisted, with stress levels as high as 25 degrees per meter length.
Bending: The cable must bend around the reel drum, often with a radius only a few times larger than the cable’s own diameter, creating high bending stress in the copper and insulation.
Abrasion: Contact with the reel, the tunnel floor, rock, and dust causes constant wear on the outer surface.
The chemical and thermal environment is equally demanding:
Temperature extremes: In fixed installations, temperatures can range from ‑40°C to +80°C. When the cable is moving and flexing, the operating range is ‑25°C to +60°C, with heat also generated by electrical current.
Chemical exposure: Mineral oils, hydraulic fluids, greases, and acidic or alkaline water are common, all of which can degrade rubber and plastic materials.
Weather and atmosphere: Even underground, cables are exposed to ozone, moisture, and UV radiation in areas where ventilation shafts or openings exist.
Safety requirements: Because mines often contain explosive gases like methane, cables must be flame‑retardant and must not produce harmful smoke or toxic fumes if damaged.
Electrically, the cable must deliver reliable power at 0.6/1 kV, with approval for use at 640/1140 V, and withstand high‑voltage testing up to 2.5 kV. It must also handle the electrical stresses of variable‑frequency drives, which are increasingly used in modern mining equipment.
Common Failure Modes of Ordinary Cables
Standard flexible cables, often designated NSHTOU or similar, are built to general‑purpose standards. While they work well in static or low‑movement applications, they fail rapidly in LHD service. The reasons for failure fall into four main categories.
Conductor Breakage and High Electrical Resistance
The conductor is the heart of the cable, carrying the electrical current. In ordinary cables, the conductor is made of copper strands of Class 5 or Class 6 flexibility. While these are flexible enough for static use, the strands are relatively thick. When subjected to repeated bending and twisting, stress concentrates at the surface of each strand, leading to metal fatigue and eventual breakage. As strands break, the remaining ones carry more current, increasing resistance and generating heat. Over time, this leads to overheating, voltage drop, or complete open‑circuit failure. In many Indonesian mines, operators report finding cables with 30‑40% of the copper strands broken after just a few months of use.
Another issue is corrosion. Ordinary cables often use bare copper, which oxidizes rapidly in the damp, chemically active mine atmosphere. This oxidation increases electrical resistance, leading to further heating and accelerated degradation.
Insulation Damage and Premature Aging
Insulation separates the live conductors and prevents short‑circuits. Standard cables use EPDM rubber or PVC for insulation. These materials are inexpensive and widely available, but they have critical limitations in mining environments. EPDM has poor resistance to mineral oils; when exposed, it swells, softens, and loses its insulating properties. PVC becomes brittle at low temperatures and cracks when flexed. Both materials have a maximum continuous operating temperature of only 70°C, compared to the 90°C required for mining‑grade cables.
In addition, the way standard cables are constructed creates internal stress. Cores are laid up with a long lay length, meaning they are loosely twisted together. When the cable bends or twists, the cores move relative to each other, compressing and stretching the insulation. Over time, this mechanical stress causes cracks and deformation, leading to electrical breakdown.
Sheath Wear, Tear, and Delamination
The outer sheath protects the cable from the outside world. Ordinary cables use general‑purpose rubber compounds that are not formulated for high abrasion or chemical resistance. In dusty conditions, the sheath wears away quickly, exposing the reinforcement or cores underneath. When exposed to oil, the sheath swells and loses mechanical strength.
A major failure point in standard designs is the reinforcement layer. Most cables include a textile or braid layer to provide some strength, but this layer is not bonded to the inner or outer sheath. As the cable flexes, the reinforcement slides back and forth between the layers, acting like sandpaper and wearing down the inside of the sheath and insulation. This internal wear is invisible from the outside but is a leading cause of premature failure. Eventually, the sheath separates or delaminates, allowing water and dust to enter and destroy the cable.
Elongation and Structural Collapse
Standard cables have no dedicated load‑bearing element. All tension is carried by the copper conductor and the surrounding materials. Copper stretches permanently under load, and over time, the cable becomes longer and longer. This elongation changes the cable’s dimensions, making it difficult or impossible to wind properly onto the reel. It also compresses the cores, damaging the insulation and leading to structural collapse. In severe cases, the cable stretches so much that it becomes too long for the machine, causing jams and accidents.
Summary of Core Deficits
All these failures stem from three fundamental design limitations in ordinary cables:
Design philosophy: They are built for static or occasional movement, not continuous dynamic duty.
Material selection: They use general‑purpose materials, not compounds engineered to resist mine‑specific chemicals, temperatures, and wear.
Structural integration: Layers are simply placed together, not designed to work as a single integrated system.
CORDAFLEX(S) NSHTOEU addresses every one of these deficits through a complete redesign based on the actual physics and chemistry of mining operations.
Standard and Technical Specification: CORDAFLEX(S) NSHTOEU
To understand the performance of this cable, it is essential to look at the standards it follows and its exact technical parameters, as defined in the official documentation.
Official Standard and Certification
CORDAFLEX(S) NSHTOEU is designed and tested according to DIN VDE 0250‑814, the German standard specifically for electric cables used in mines, particularly flexible reeling cables. This standard is far more demanding than general‑purpose cable standards, with stricter requirements for flexibility, tensile strength, torsion resistance, and environmental durability. Compliance with this standard is recognized worldwide and is accepted under Indonesian mining safety regulations.
In addition to VDE standards, the cable meets or exceeds international standards including:
EN 60332‑1‑2 and IEC 60332‑1‑2: Flame retardancy, ensuring the cable does not spread fire.
EN 60811‑404 and IEC 60811‑404: Resistance to mineral oils and hydraulic fluids.
EN and IEC weathering standards: Resistance to ozone, UV radiation, and moisture.
It carries key certifications required for global mining operations:
MSHA P‑189‑3: Approval from the US Mine Safety and Health Administration, a benchmark for safety and reliability.
Russian Fire Certificate, TR‑Certificate, GOST K, GOST B: Compliance with Eurasian safety and quality norms, widely recognized in international mining projects.
Electrical Specifications
The cable is designed for medium‑duty power distribution in mining equipment:
Rated voltage: U₀/U = 0.6/1 kV. It is also explicitly approved for use at 640/1140 V, the common voltage level for heavy mining machinery.
Maximum operating voltage: 0.7/1.2 kV AC; 0.9/1.8 kV DC.
AC test voltage: 2.5 kV, ensuring high insulation integrity.
Thermal Specifications
Thermal performance is critical for both safety and life span:
Maximum conductor temperature: 90°C continuous operation, allowing higher current capacity without overheating.
Short‑circuit temperature: 250°C, withstanding fault conditions for up to 5 seconds without damage.
Ambient temperature range:
Fixed installation: ‑40°C to +80°C.
Dynamic flexing operation: ‑25°C to +60°C.
This wide range ensures reliable operation in the varying climates found across Indonesia, from the cooler high‑elevation mines to the hot and humid lowlands.
Mechanical Specifications
These are the parameters that define the cable’s ability to survive reeling service:
Maximum tensile load on conductor: 30 N/mm², with different construction versions rated for 6 kN, 12 kN, 20 kN, or 30 kN total force depending on cross‑section.
Torsional stress capability: 25°/m, meaning it can be twisted a full 25 degrees for every meter of length without damage or performance loss.
Minimum bending radius: Defined according to DIN VDE 0298 Part 3, ensuring safe installation and operation.
Minimum distance for S‑type directional changes: 20 times the cable diameter, preventing excessive bending stress.
Maximum travel speed: 160 m/min, matching the speed of modern LHD machines.
Verification tests: Every design undergoes reversed bending tests and roller bending tests, simulating years of operation in accelerated conditions.
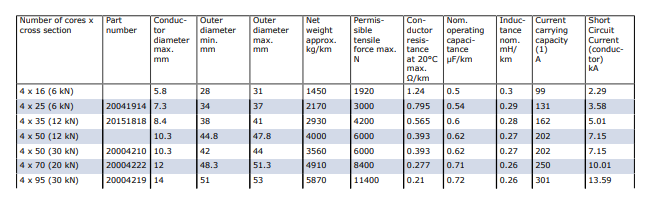
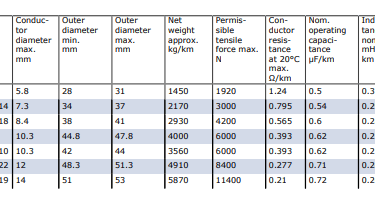
Available Cross‑Sections and Electrical Data
CORDAFLEX(S) NSHTOEU is available in a full range of 4‑core sizes to match different power requirements and machine sizes. The table below summarizes key data from the official specification:
This range allows engineers to select the exact size and tensile rating needed for their specific application, balancing current‑carrying capacity, mechanical strength, and cost.
Deep Dive: Structure, Materials, and Engineering Science
The true advantage of CORDAFLEX(S) NSHTOEU lies in its construction. Every layer is designed based on clear engineering principles and material science, working together as an integrated system. Below is a detailed breakdown from the inside out.
Conductor: Class FS Tinned Copper
The innermost layer is the conductor, made of electrolytic copper that is tinned and very finely stranded to Class FS specification. This is a key difference from ordinary cables, which use Class 5 or 6 stranding.
Material Science and Principles:
Mechanical fatigue resistance: Class FS stranding uses extremely fine individual wires. When a wire bends, the stress is highest at the outer surface. By making the wires very thin, the bending stress is reduced significantly. This follows the principle of beam bending mechanics: stress is proportional to radius. Finer strands mean lower stress, allowing millions of flex cycles without fatigue or breakage. This is why the cable can last years while ordinary cables fail in months.
Corrosion protection: Every strand is coated with a thin layer of tin. Tin is chemically stable and acts as a barrier, preventing copper from reacting with sulfur, moisture, or acids present in mine air and water. This maintains low electrical resistance over the cable’s life, preventing the overheating and oxidation that plague bare copper conductors.
Electrical performance: Fine stranding also ensures a smooth, circular conductor surface, reducing electrical resistance and avoiding the "skin effect" at higher frequencies, which is important for modern variable‑frequency drive systems.
In short, the conductor is designed not just to carry current, but to survive movement and chemical attack.
Insulation: EPR Compound 3GI3
Surrounding each conductor is insulation made from Ethylene‑Propylene Rubber (EPR), specifically compounded as type 3GI3. This is not a standard rubber but a mining‑grade formulation developed for extreme durability.
Material Science and Principles:
Electrical insulation: EPR is a non‑polar polymer. This molecular structure gives it excellent dielectric properties: very low dielectric loss, high insulation resistance, and resistance to corona discharge and water treeing. Unlike polar materials, it does not absorb moisture or degrade under high electrical stress, making it ideal for long‑distance power transmission in wet environments. It maintains stable performance even when exposed to the electrical pulses generated by inverters.
Thermal stability: The 3GI3 compound is highly cross‑linked during manufacturing. Cross‑linking creates strong chemical bonds between polymer chains, turning the material into a thermoset that does not melt or soften at high temperatures. This allows continuous operation at 90°C and short‑circuit survival at 250°C, far exceeding the capabilities of thermoplastic materials like PVC or standard EPDM.
Chemical resistance: The molecular structure of EPR is inherently resistant to mineral oils, greases, and chemicals. Unlike EPDM, which swells and degrades when in contact with oil, 3GI3 absorbs almost no fluid. Testing according to EN 60811‑404 shows volume change of less than 5%, compared to over 30% for ordinary rubbers. This means the insulation thickness and electrical properties remain constant, even after years of exposure.
Core Assembly and Central Support: Kevlar Aramid
The four insulated cores are identified by color (Black, Grey, Brown, Green‑Yellow) and laid up together with a very short lay length of 5 times the cable diameter. At the very center of the cable is a solid Kevlar (Aramid) strength member. This is the most critical structural feature and the main reason for the cable’s superior life.
Design and Engineering Principles:
Load separation principle: In ordinary cables, the copper conductor carries both electrical current and mechanical tension. Copper is a good conductor but a poor structural material; it stretches and fatigues easily. In CORDAFLEX(S) NSHTOEU, the central Kevlar element carries 100% of the tensile load. Kevlar has a tensile strength five times greater than steel at the same weight, with almost zero elongation or creep. This separates the functions: copper conducts electricity, Kevlar provides strength. The copper never sees damaging tension, so it never stretches or breaks.
Anti‑torsion design: The short lay length of 5×D is a key engineering choice. When a cable is twisted, the cores try to rotate around each other. A short lay length creates a compact, balanced structure where the torsional forces generated by each core cancel each other out. This follows the principle of symmetric load distribution. Combined with the central Kevlar core, the cable resists twisting and returns to its original shape even after being twisted to 25°/m. In standard cables with long lay lengths (10×D or more), twisting causes permanent deformation and insulation damage.
Structural stability: The gaps between cores are filled with elastic material to prevent movement. This ensures that as the cable bends, the cores move together as a group, rather than sliding and compressing against each other. It eliminates internal friction and mechanical stress on the insulation.
Inner Sheath: Compound 5GM5
Over the assembled cores lies an inner sheath made of synthetic elastomer compound 5GM5, colored yellow and applied to cover approximately 25% of the surface.
Function and Principles:
Structural fixation: It holds the core assembly in a precise circular shape, preventing deformation under pressure.
Electrical uniformity: The material is semi‑conductive. This eliminates any air gaps between the cores and the sheath. Air gaps can lead to partial discharge, a slow electrical erosion process that destroys insulation over time. By making the surface semi‑conductive, the electric field is made uniform and safe.
Chemical bonding: 5GM5 is formulated to create a strong chemical bond with both the insulation below and the reinforcement above, ensuring the layers act as one unit.
Reinforcement: Polyester Braid with Vulcanized Bond
Between the inner and outer sheath is the reinforcement layer: a braid of high‑modulus polyester threads. Unlike ordinary cables where the braid is loose, here it is fully vulcanized and bonded to both sheaths.
Engineering Principles:
Integrated mechanics: Vulcanization fuses the reinforcement into the rubber layers. It becomes a single composite material. When tension or bending force is applied, the load is distributed evenly across the entire cross‑section, not concentrated on one layer. There is no relative movement between layers, so there is no internal abrasion. This is the single biggest factor in extending service life. In standard cables, the loose braid acts like a file, wearing away the inside of the sheath until it fails.
Flexibility‑strength balance: The braid is woven at an angle of approximately 45‑55 degrees. This angle is mathematically optimal: it provides maximum tensile strength while allowing the cable to bend freely. A steeper angle would be stiff; a shallower angle would be weak. This geometry balances the two conflicting requirements perfectly.
Outer Sheath: Synthetic Elastomer / CR / 5GM5
The final layer is the outer sheath, made of either Chloroprene Rubber (CR) or the same 5GM5 compound used internally. It is colored bright yellow for high visibility in low‑light tunnels.
Material Science and Principles:
Wear resistance: The compound is highly filled with abrasion‑resistant particles and has a high cross‑link density. It is tested according to DIN 53516, with a wear loss of less than 100 mm³, compared to 400‑500 mm³ for standard rubber. This means it survives four times longer in dusty, abrasive conditions.
Chemical resistance: CR is a polar rubber. Mineral oils are also polar. In chemistry, "like dissolves like," but CR is engineered with a high molecular weight and tight cross‑linking that prevents oil molecules from penetrating the structure. It swells less than 5% after seven days immersion in oil, protecting the cable inside.
Weather and ozone resistance: The formulation includes carbon black and UV stabilizers. Carbon black absorbs UV radiation and ozone, preventing them from breaking the polymer chains. This allows unrestricted use outdoors and indoors, even in tropical climates like Indonesia.
Low‑temperature flexibility: Special plasticizers ensure the material remains elastic down to ‑40°C, so it does not crack or shatter when flexed in cold conditions.
Design Philosophy: System‑Level Engineering
Every element described above is part of a cohesive philosophy: function separation and system integration.
Function separation: Each layer has one primary job: conduct, insulate, strengthen, protect. No layer is asked to do two conflicting things.
System integration: Every material is chemically and mechanically matched to the layers next to it. They bond together, move together, and share loads together.
Environment matching: Materials are selected specifically to resist the exact chemicals, temperatures, and forces found in mines.
Verification: The design is validated not just with standard tests, but with accelerated life tests that simulate decades of mining use.
This is why CORDAFLEX(S) NSHTOEU does not just perform better; it operates in a completely different performance class compared to ordinary cables.
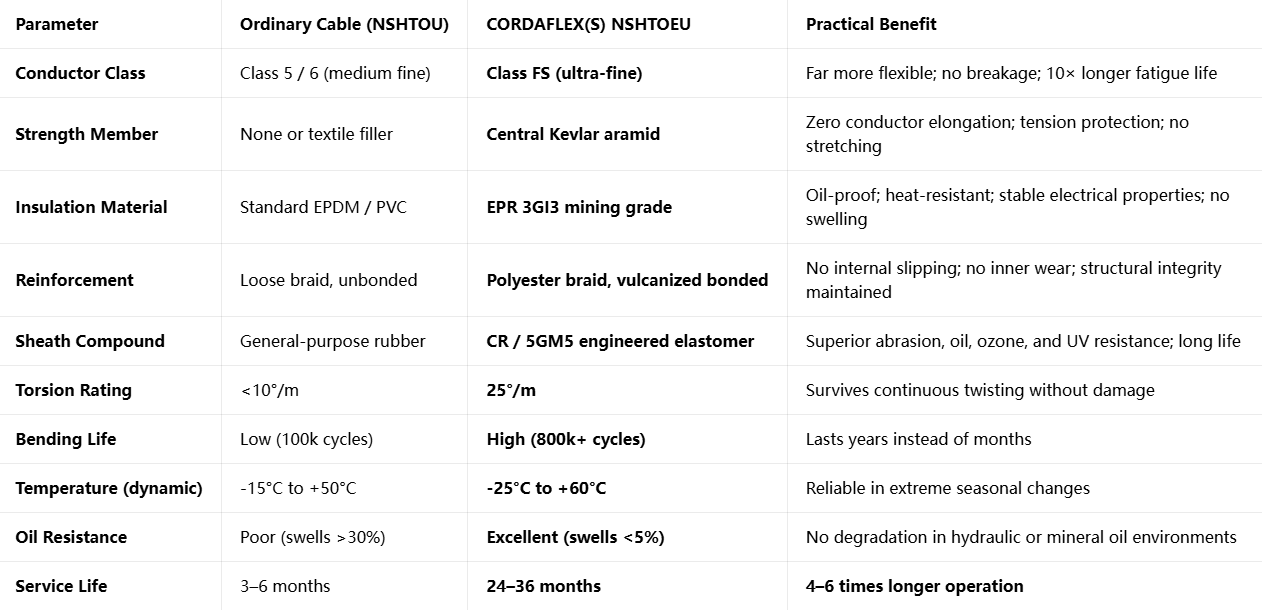
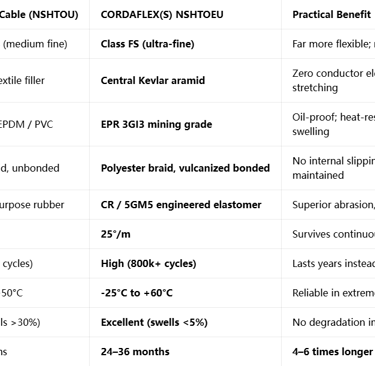
Performance Comparison: CORDAFLEX(S) NSHTOEU vs Ordinary Mining Cables
The difference in performance is best understood through a direct comparison. This section highlights the gaps in technology and results.
Side‑by‑Side Technical Comparison
Economic and Operational Value
The technical differences translate directly into financial and operational benefits, which are particularly significant for mines in Indonesia where labor costs for maintenance and production losses are high.
Cost per operating year: Although CORDAFLEX(S) NSHTOEU has an initial purchase price approximately 30% higher than standard cables, its longer life means the annualized cost is only 30‑40% of the standard cable cost. A mine spending 1 billion Rupiah per year on ordinary cables can reduce this to 250‑300 million Rupiah by switching.
Downtime reduction: Changing a cable takes 4‑8 hours of work by a maintenance crew. With 90% fewer replacements, a mine can reduce downtime by 100‑150 hours per year. For an LHD machine that produces 5,000 tons of material per day, this translates to thousands of tons of additional production and millions of Rupiah in revenue.
Safety improvement: Fewer maintenance interventions mean fewer people working in hazardous areas. A more reliable cable also reduces the risk of electrical faults that can cause fires or equipment damage.
Real‑world example: A large coal mine in East Kalimantan operating a fleet of 12 LHD machines switched to CORDAFLEX(S) NSHTOEU. Before the change, they replaced cables every 4 months, with an average of 36 cable changes per year. After switching, replacements dropped to 6 per year. They reported a 65% reduction in cable expenditure and a 120‑hour reduction in maintenance downtime annually.
Summary of Advantages
CORDAFLEX(S) NSHTOEU overcomes the limitations of ordinary cables through four key technological breakthroughs:
Separation of functions: Mechanical strength and electrical conduction are handled by separate components.
Integrated construction: All layers are bonded together to eliminate internal wear.
High‑performance materials: Use of EPR 3GI3, 5GM5, CR, and Kevlar, all chemically matched to the mining environment.
Optimized geometry: Fine stranding, short lay length, and optimized braid angles to manage stress.
Feichun Brand: Equivalent European Quality, Better Value
For mines in Indonesia and Southeast Asia, sourcing high‑quality mining cables has traditionally meant importing from European manufacturers like Prysmian or Draka. While these brands offer excellent products, they come with high costs and long lead times. Feichun has developed a solution that bridges this gap.
Fully Equivalent Performance and Standards
Feichun manufactures CORDAFLEX(S) NSHTOEU to exactly the same specifications as the European originals.
Standard compliance: Designed and tested to DIN VDE 0250‑814, identical to the international standard.
Material specifications: Uses the same high‑grade materials: Class FS tinned copper, EPR 3GI3 insulation, 5GM5 elastomer compounds, Kevlar strength members, and CR sheathing. There is no compromise on raw material quality.
Certifications: Products carry the same required approvals, including MSHA, GOST, and flame‑retardant certifications, ensuring full compliance with Indonesian mining regulations.
Performance parity: Electrical, mechanical, and chemical performance is identical. Feichun cables pass the same rigorous reversed bending, roller bending, and torsion tests.
From an engineering perspective, Feichun CORDAFLEX(S) NSHTOEU is a direct, 1:1 replacement for European‑brand cables. It fits the same reels, performs the same, and lasts just as long.
Key Advantages for Indonesian Buyers
Beyond technical equivalence, Feichun offers three major advantages that make it the smarter choice for the region.
Competitive Pricing
Because Feichun manufactures in China with advanced production technology and efficient supply chains, it offers prices 20‑35% lower than European imports. This price advantage does not come from lower quality, but from optimized manufacturing processes and lower logistics overhead. For large mining operations, this represents substantial savings on capital expenditure without sacrificing reliability.
Fast and Reliable Delivery
This is perhaps the most significant benefit for mines in Indonesia.
Geographic proximity: China is geographically close to Indonesia, with well‑established shipping routes. Transit times are typically 7‑14 days, compared to 4‑6 weeks from Europe.
Production efficiency: Feichun maintains stock of standard sizes and has streamlined production processes. Lead times are typically 2‑4 weeks, compared to 8‑16 weeks for European manufacturers.
Logistics expertise: The company specializes in export to Southeast Asia and understands local customs and documentation requirements, ensuring smooth delivery without delays.
Faster delivery means mines can reduce inventory levels and avoid production stops due to cable shortages.
Flexible Supply and Support
Feichun offers the full range of cross‑sections and tensile ratings (6 kN, 12 kN, 20 kN, 30 kN). They can also supply custom lengths and special configurations to match specific mine requirements. Local technical support ensures that engineers can get answers and assistance quickly.
Why Choose Feichun?
Choosing Feichun CORDAFLEX(S) NSHTOEU means getting European‑standard performance at Asian manufacturing cost, delivered faster, with full technical backup. It eliminates the trade‑off between quality and price, making it the ideal solution for mines across Indonesia, from large coal operations to mineral and metal mines.
Selection Guide and Application Best Practices
Selecting the correct cable and using it properly is essential to achieving the full service life and performance benefits. This section provides practical guidance for engineers and procurement teams.
How to Choose the Correct Specification
Selection is based on three main factors: electrical load, mechanical requirements, and environmental conditions.
Step 1: Determine Cross‑Section
The cross‑section must be sufficient to carry the operating current without overheating, and to handle the voltage drop over the cable length. Use the current‑carrying capacity data provided in the specification:
4×16 mm²: Up to 99 A – small machines, short distances.
4×25 mm²: Up to 131 A – medium‑sized LHDs.
4×35 mm²: Up to 162 A – standard‑size LHDs.
4×50 mm²: Up to 202 A – heavy‑duty machines, long distances.
4×70 mm²: Up to 250 A – large capacity, high power.
4×95 mm²: Up to 301 A – largest machines, longest runs.
Always calculate for future expansion and operate below maximum capacity for longest life.
Step 2: Select Tensile Rating
CORDAFLEX(S) NSHTOEU is available with different strength members:
6 kN: Suitable for cross‑sections up to 4×25 mm², small reels, light duty.
12 kN: For 4×35 mm² and 4×50 mm², standard duty, medium‑length travel.
20 kN: For 4×70 mm², heavy duty, longer travel distances.
30 kN: For 4×50 mm² and 4×95 mm², extreme duty, very long travel, high tension.
Rule of thumb: Always select a tensile rating higher than the calculated maximum tension. For dynamic reeling, a safety factor of 2:1 is recommended.
Step 3: Match Environment
Low temperature operations: Ensure the specification confirms performance down to ‑25°C.
High oil exposure: Select the CR or 5GM5 outer sheath version for maximum chemical resistance.
Outdoor use: Standard versions are fully UV and weather resistant, no special version needed.
Installation and Operation Best Practices
Even the best cable will fail if installed or operated incorrectly. Follow these guidelines to maximize life:
Respect bending radius: Never bend the cable tighter than the minimum radius specified in DIN VDE 0298‑3. Sharp bends create high stress concentrations.
Maintain distance for direction changes: Where the cable changes direction in an S‑curve, ensure a minimum distance of 20 times the cable diameter between the bend points. This prevents compound bending and torsion.
Control reeling speed: Operate at or below the maximum speed of 160 m/min. Higher speeds increase dynamic tension and fatigue.
Avoid damage: Protect the cable from sharp edges, heavy crushing loads, and excessive heat sources.
Reel alignment: Ensure the reel is aligned so the cable winds evenly without side‑loading or rubbing against flanges.
Regular inspection: Periodically check for sheath damage, wear, or unusual stiffness. Early detection of minor damage prevents major failure.
By combining the right selection with good operating practices, operators can achieve the full 3‑year service life and minimize total cost of ownership.
Frequently Asked Questions
Q: Is CORDAFLEX(S) NSHTOEU suitable for 1140‑volt systems?
A: Yes. The standard explicitly permits use at 640/1140 V in addition to the nominal 0.6/1 kV rating. It is fully engineered for the higher voltage level.
Q: Can this cable be used outdoors or in open‑pit mines?
A: Absolutely. The outer sheath is resistant to ozone, UV radiation, and moisture. The specification states "unrestricted use outdoors and indoors." It performs equally well in underground tunnels and open‑pit environments.
Q: What is the expected service life in real mine conditions?
A: Under normal operating conditions, users report 24 to 36 months of reliable service. In moderate‑duty cycles, life can extend to 4 years or more. This is 4‑6 times longer than standard cables.
Q: Does Feichun provide the necessary certifications and test reports?
A: Yes. Every shipment is accompanied by full documentation including factory test reports, compliance certificates, and copies of approvals such as MSHA and GOST, which are accepted by Indonesian mining safety authorities.
Q: Can I replace my current European‑brand cable directly with Feichun?
A: Yes. Feichun CORDAFLEX(S) NSHTOEU has identical dimensions, electrical characteristics, and mechanical performance. It is a direct replacement requiring no changes to equipment or installation procedures.
Q: What support is available for selection and application?
A: Feichun provides full engineering support. The technical team can assist with cable sizing, tensile calculation, and application advice to ensure the best solution for your specific mine conditions.
Conclusion
CORDAFLEX(S) NSHTOEU represents a fundamental shift in how power cables are designed for underground mining. It moves away from the idea of adapting a general‑purpose cable for mining use, and instead creates a solution built from the ground up for the unique challenges of LHD reeling service.
Through the strategic use of materials science—Class FS tinned copper, EPR 3GI3 insulation, Kevlar strength members, and 5GM5/CR sheathing—and a structural design based on mechanical principles of load separation, torsion balance, and integrated bonding, it solves every major failure mode of ordinary cables. It resists fatigue, withstands tension, survives torsion, and repels chemicals, delivering reliable power in conditions that destroy standard cables in months.
For mines in Indonesia, where operational efficiency and cost control are critical, this technology offers a clear path to better performance. Feichun makes this technology accessible, providing products that are identical in quality and performance to European brands, but with the benefits of lower pricing, faster delivery, and dedicated regional support.
Choosing CORDAFLEX(S) NSHTOEU is not just buying a cable; it is investing in reliability, safety, and long‑term profitability. It is the optimal choice for powering the mobile equipment that drives the mining industry.
If you would like to receive detailed technical datasheets, pricing information, or engineering support to select the right cable for your operation, please contact the Feichun team at Li.wang@feichuncables.com. Our specialists are ready to assist you in finding the best solution for your mining application.


Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430