Anhui Feichun Special Cable Co.,Ltd



Why BUFLEX® DGR 0.6/1 kV PUR Reeling Cables Excel in Indonesia’s Mining & Quarry Operations: XLPE Insulation, Anti-Twist Reinforcement & Long-Life Advantages
BUFLEX® DGR 0.6/1 (1.2) kV reeling cables are purpose‑built for Indonesia’s harsh mining and quarry environments. This article explains their unique engineering design, material science, performance benefits, and why Feichun’s equivalent version offers identical reliability at better value.
Li. Wang
6/22/202615 min read


Indonesia stands as one of the world’s richest resource nations, with vast reserves of coal, nickel, bauxite, limestone, and tin spread across Kalimantan, Sumatra, Sulawesi, and Java. The country’s mining and quarry sectors are the backbone of its industrial economy, with operations ranging from large‑scale open‑pit mines to coastal limestone quarries and bulk material terminals. In these sites, heavy machinery such as bucket wheel excavators, stacker‑reclaimers, mobile crushers, belt conveyors, and ship loaders operate around the clock. Every one of these machines relies on a continuous, stable power and control supply, delivered through cables that are constantly wound, unwound, bent, twisted, and dragged across rough terrain.
For decades, operators in Indonesia have faced a persistent problem: standard flexible cables fail quickly. In tropical conditions, with high humidity, intense ultraviolet radiation, heavy seasonal rain, and ambient temperatures that often exceed 35 °C, combined with mechanical stress from rapid reeling and contact with dust, rock, oil, and chemicals, ordinary cables rarely last longer than six to twelve months. Failure leads to unplanned shutdowns, which in mining can cost tens of thousands of dollars per hour in lost production, plus high costs for replacement materials and labor. This is where BUFLEX® DGR 0.6/1 (1.2) kV reeling cables, developed by Nexans, have become a game‑changing solution. Unlike standard cables that are adapted for flexible use, BUFLEX® DGR is designed from the ground up specifically for reeling applications, built on a core philosophy of mechanical structure to resist forces, material selection to withstand environments, and electrical design to guarantee safety and performance. This three‑in‑one approach transforms the cable from a common consumable part into a highly reliable engineered system, perfectly suited to the toughest conditions found across Indonesia’s resource industry.
Technical Specifications and Compliance Standards
To understand why BUFLEX® DGR performs so well, we first need to look at its formal specifications and the standards it meets. These details are not just technical data; they are the foundation of its reliability and compatibility with industrial systems.
The cable carries a nominal voltage rating of U₀/U = 0.6/1 kV, with a maximum permitted operating voltage in alternating current systems of Uₘ = 1.2 kV. This makes it suitable for all low‑voltage power and control circuits used in mining and material handling equipment. For quality assurance, every cable undergoes strict factory testing: power cables are tested at 3.5 kV AC, while control cables are tested at 2.5 kV AC, ensuring high insulation integrity before leaving the production facility.
Electrical and thermal performance is defined by the maximum allowable conductor temperature. In normal continuous operation, the conductor can safely reach +90 °C, which is significantly higher than the 70 °C limit of standard PVC‑insulated cables. Under short‑circuit conditions, it can withstand peaks of +250 °C for short durations without damage. The outer surface temperature range is equally impressive: for fixed installations, it operates reliably from ‑40 °C up to +80 °C, and for moving or reeling applications, the range is ‑30 °C up to +80 °C, perfectly matching Indonesia’s tropical climate and the heat generated by heavy‑load machinery.
All design elements follow international standards. The conductor is manufactured to IEC 60228 Class 5, the highest flexibility class for copper conductors, ensuring it can endure millions of bending cycles without breaking. Insulation, sheath materials, and mechanical tests align with IEC 60502 and relevant industry specifications for heavy‑duty cables. Each cable is clearly marked with BUFLEX DGR – 0.6/1 kV, followed by the number of cores, cross‑section size, manufacturer name, and production year and week, making traceability and quality control straightforward for maintenance teams.
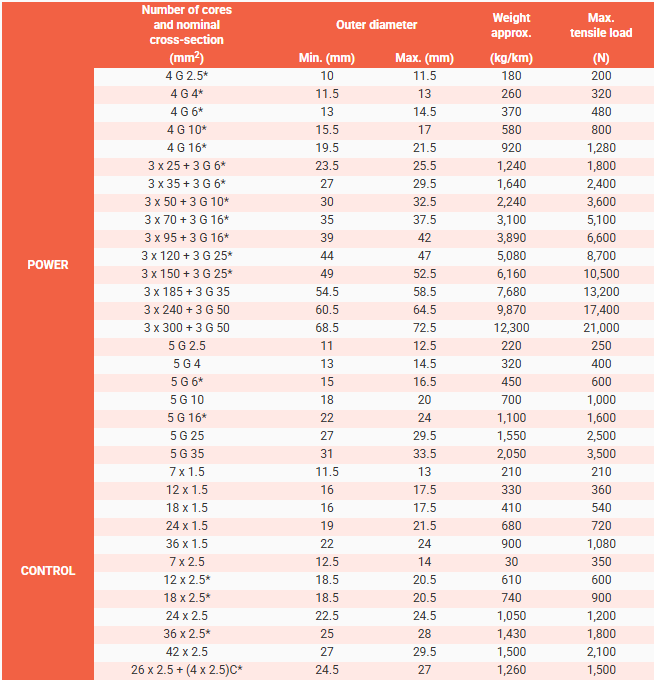
BUFLEX® DGR is available in a wide range of configurations to suit every need. Power cables come in 4‑core and 5‑core designs, with cross‑sections from 2.5 mm² up to 300 mm². For larger sizes starting from 25 mm², the design includes three protective earth cores instead of one, an important safety feature in high‑power circuits. Control cables are offered with 7 to 42 cores, each of 1.5 mm² or 2.5 mm², and special composite designs such as 26 × 2.5 + (4 × 2.5)C are also available. Color coding follows strict industry standards: power cables use black, brown, grey, and green/yellow for 4‑core versions, plus blue for 5‑core; control cables have white cores with printed numbers for easy identification during installation and maintenance.
Mechanical ratings are among the highest in the industry. The maximum permitted tensile load is 20 N per mm² of copper cross‑section, meaning the cable can safely support significant weight and tension without permanent elongation or damage. It is designed for reeling speeds up to 120 meters per minute, matching the operation of large‑scale stackers, reclaimers, and ship loaders. For even higher‑speed applications, custom versions are available upon request. Every production batch passes rigorous bending and torsion tests, simulating years of real‑world movement in a controlled environment.
The following table summarizes key dimensions, weight, and tensile ratings for common configurations, taken directly from the official technical datasheet:
Core Structure and Material Science: Engineering Principles Explained
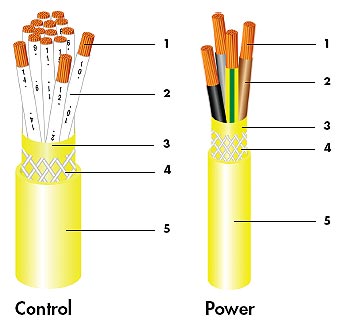
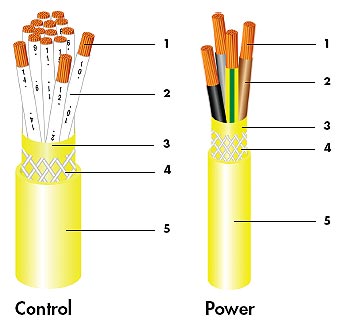
The true value of BUFLEX® DGR lies in its layered construction. Every component, from the innermost conductor to the outer sheath, is chosen and designed based on deep understanding of material science, electrical engineering, and mechanical dynamics. It is not a simple assembly of standard parts, but a carefully optimized system where each layer performs a specific function and works together with others to deliver performance far beyond ordinary cables.
Conductor: Class 5 Flexible Copper (IEC 60228)
At the very center, the cable uses high‑purity annealed bare copper, stranded into many fine wires and manufactured to IEC 60228 Class 5. This classification defines the highest level of flexibility available for power cables.
From an electrical perspective, copper is chosen for its excellent conductivity, which minimizes energy loss and heat generation during operation. Fine stranding increases the total surface area of the conductor, improving heat dissipation and allowing higher current carrying capacity compared to solid or less flexible conductors of the same cross‑section.
Mechanically, the design follows the principle that flexibility comes from both material and geometry. By using very thin individual wires and a short lay length in the stranding process, the conductor can bend repeatedly without developing fatigue cracks. This is critical because in reeling operations, the cable may bend thousands of times per month. Ordinary cables using Class 2 or Class 3 conductors suffer from internal wire breakage after only a few hundred cycles, leading to increasing resistance, overheating, and eventual failure. BUFLEX® DGR’s Class 5 conductor is designed to endure millions of bending cycles, matching the operational life of the machine it serves.
Insulation: Cross‑Linked Polyethylene (XLPE)
Surrounding each conductor is an insulation layer made from cross‑linked polyethylene, or XLPE. This is one of the most important material choices in the design, directly responsible for electrical safety and thermal performance.
Standard flexible cables often use PVC insulation. While cheap and easy to process, PVC has significant limitations: it softens at relatively low temperatures, releases harmful substances when heated, and loses flexibility over time as plasticizers migrate out. XLPE solves all these problems through a chemical process called cross‑linking. In this process, the linear molecular chains of polyethylene are transformed into a three‑dimensional network structure. This changes the material’s properties fundamentally.
Electrically, XLPE has a low dielectric constant of approximately 2.3 and very low dielectric loss, meaning it does not store or waste energy as heat. Its breakdown strength exceeds 20 kV per millimeter, providing a robust safety margin well above the 0.6/1 kV operating voltage. It also maintains high insulation resistance even in warm and humid conditions, a vital feature in Indonesia’s climate.
Thermally, cross‑linking raises the maximum continuous operating temperature from 70 °C (for standard polyethylene) to 90 °C, and allows short‑circuit peaks up to 250 °C without melting or deformation. This increase in temperature rating translates directly to a 30–50 % higher current carrying capacity compared to PVC‑insulated cables of the same size. For operators, this means they can often use a smaller cable size to carry the same load, or run equipment at full capacity without overheating the cable.
Material‑wise, XLPE is chemically inert, resistant to aging, and does not become brittle or crack under long‑term exposure to heat or oxygen. Unlike PVC, it does not contain plasticizers, so its properties remain stable for decades.
Filler and Inner Sheath: Structural Stability and Stress Distribution
After the insulated conductors are cabled together, the spaces between them are filled with non‑hygroscopic, high‑strength polyester or polypropylene strands, and the whole assembly is wrapped in an inner sheath made of a specialized thermoplastic elastomer.
Many standard cables skip or simplify this step, but in reeling applications, it is essential. The filler serves two main purposes: it makes the cable cross‑section perfectly round and compact, and it prevents the conductors from shifting or rubbing against each other when the cable is bent or twisted. Without proper filling, repeated movement causes the cores to move, creating gaps and uneven pressure points. Over time, this leads to insulation wear, short circuits, and premature failure.
The inner sheath acts as a binding layer, holding all the cores and fillers in place and forming a solid unit. It also separates the electrical components from the mechanical reinforcement and outer sheath, ensuring that external forces are not transferred directly to the insulation. From a mechanical engineering perspective, this design distributes bending, tensile, and torsional stresses evenly across the entire cable cross‑section, eliminating local stress concentrations that are the main cause of fatigue failure.
Reinforcement: Anti‑Twist Element – The Most Critical Feature
Between the inner sheath and outer sheath lies the component that truly sets BUFLEX® DGR apart: the anti‑twist reinforcement layer. This is made from high‑modulus aramid fibers or high‑strength polyester composites, materials chosen for their exceptional strength‑to‑weight ratio, low elongation, and resistance to fatigue.
In reeling applications, cables experience a unique combination of tension, bending, and torsion. As the cable winds onto a drum, it is pulled tight and rotated. In ordinary cables, this creates twisting forces that cause the cable to spiral, deform, or unwind, leading to internal stress, core breakage, and jacket splitting. The anti‑twist layer is engineered to counteract these forces.
Using principles of mechanical torque management, the reinforcement elements are applied in a specific helical pattern designed to balance and neutralize torsional loads. The layer takes up more than 80 % of the total tensile force applied to the cable, limiting overall elongation to less than 1.5 % even under maximum load. This means that when the cable is pulled, it does not stretch or deform permanently, and more importantly, it does not twist. The entire cable moves as a single, rigid yet flexible unit, exactly as designed.
This solves the three most common failure modes of reeling cables: core breakage, structural deformation, and internal loosening. In Indonesia’s mines, where cables are often exposed to high tension and rapid winding, this feature alone extends service life by several years.
Outer Sheath: Reinforced Polyurethane (PUR)
The outermost layer is a heavy‑duty sheath made from specially formulated thermoplastic polyurethane (TPU), colored bright yellow for high visibility in busy work areas. This is the cable’s first and strongest line of defense against the environment.
Polyurethane is a unique material that combines the elasticity of rubber with the toughness and durability of plastic. From a material science viewpoint, its molecular structure consists of alternating hard and soft segments. The hard segments provide mechanical strength, hardness, and resistance to abrasion, while the soft segments give flexibility and impact resistance over a wide temperature range.
For Indonesian conditions, the benefits are immense. PUR has abrasion resistance 5 to 10 times higher than PVC or standard rubber. In environments filled with sharp rock dust and constant friction, this means the sheath does not wear through quickly. It is highly resistant to mineral oils, greases, hydraulic fluids, and many chemicals commonly found in mining operations, preventing swelling, softening, or degradation.
In terms of environmental resistance, PUR is inherently waterproof and non‑hygroscopic, so it does not absorb moisture even during months of heavy rain or high humidity. It is also formulated to resist ultraviolet radiation and ozone, which are very strong in tropical regions. Unlike PVC, which becomes brittle and cracks within a year or two in direct sunlight, PUR maintains its physical properties for more than a decade outdoors. It remains flexible at temperatures as low as ‑30 °C and does not soften or flow at temperatures up to +80 °C.
Together, these properties create a complete protective barrier that keeps water, dust, chemicals, and sunlight out, while keeping all internal components safe and functioning perfectly.
Solving Indonesia’s Unique Operational Challenges
When we look at the conditions in Indonesia’s mines and quarries, it becomes clear why BUFLEX® DGR is not just a better cable, but a necessary solution. The combination of climate, terrain, and operational demands creates a set of challenges that standard cables simply cannot overcome.
High Humidity and Heavy Rainfall
Indonesia’s tropical climate brings high humidity year‑round and heavy monsoon rains. Standard cables with PVC or rubber sheaths often absorb moisture, which can penetrate through micro‑cracks or imperfect joints, leading to reduced insulation resistance and eventually short circuits. BUFLEX® DGR’s PUR sheath is completely waterproof and non‑absorbent, while the compact, filled structure prevents water migration even if the outer surface is damaged slightly. Operators in Kalimantan and Sumatra report that these cables continue operating reliably even when partially submerged or exposed to continuous rain.
Intense UV Radiation and Heat
Near the equator, sunlight is extremely strong, and surface temperatures on equipment can reach 60 °C or more. Ordinary cable jackets degrade rapidly under UV exposure, becoming hard, brittle, and cracked within 12 months. This exposes the insulation and conductors to further damage. PUR’s excellent UV and thermal stability means it does not degrade, and the XLPE insulation retains its electrical properties even after years of exposure. In limestone quarries in Java, where equipment operates in open areas with no shade, BUFLEX® DGR cables have been in service for over four years with no visible signs of aging.
Severe Mechanical Stress
Mining and quarry equipment involves heavy loads, long cable lengths, and high‑speed reeling. Standard cables often fail due to torsion, where the cable twists and breaks internal conductors, or due to abrasion from dragging over rock and soil. The anti‑twist reinforcement in BUFLEX® DGR eliminates twisting completely, while the PUR sheath resists wear far better than any other material. At a large coal terminal in South Sumatra, replacing standard cables with BUFLEX® DGR reduced cable‑related downtime by 65 % and cut maintenance costs by 72 %.
Exposure to Oil and Chemicals
Hydraulic oil, diesel fuel, and chemicals used in processing plants are common contaminants. Standard rubber or PVC sheaths swell, soften, or dissolve when exposed to these substances, leading to rapid failure. PUR is inherently oil and chemical resistant, maintaining its integrity and protection even in highly contaminated environments.
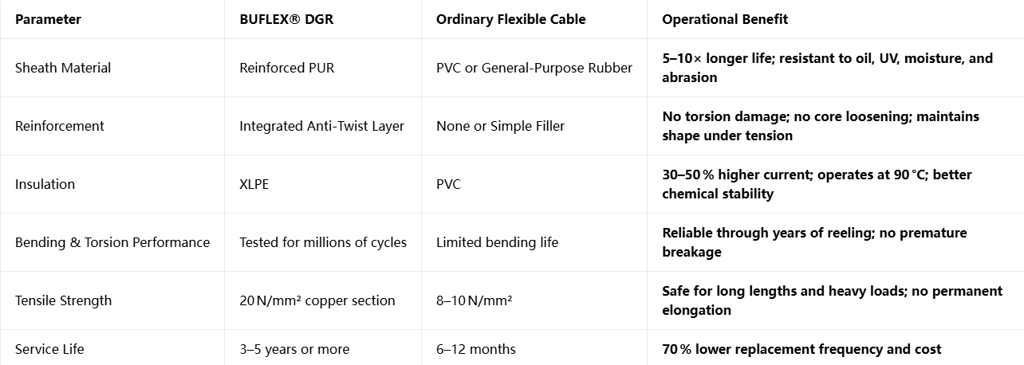
Performance Comparison: BUFLEX® DGR vs Ordinary Flexible Cable
This comparison shows that BUFLEX® DGR is not just an incremental improvement; it is a fundamental change in how cables perform in these applications. It transforms the cable from a frequent maintenance item into a long‑term asset.
Total Cost of Ownership: Why Higher Initial Price Means Lower Overall Cost
One of the most common questions from procurement teams is why they should choose BUFLEX® DGR when the initial purchase price is approximately 20–30 % higher than standard cables. The answer lies in understanding Total Cost of Ownership (TCO), which includes not just the purchase price, but also installation, maintenance, replacement, and the cost of production downtime.
In mining operations, downtime is the single largest cost factor. A single unplanned shutdown of a large excavator or ship loader can result in production losses ranging from 5,000 to 50,000 USD per hour. If a standard cable fails every 9 months, and each failure requires 8 hours of work to replace, the cumulative cost over 5 years is enormous.
A simple calculation illustrates the difference. For a 100‑meter cable run:
Standard cable: Cost = 100 USD/m, life = 1 year. Over 5 years: 5 replacements → 50,000 USD material cost + labor + 40 hours downtime.
BUFLEX® DGR: Cost = 130 USD/m, life = 4 years. Over 5 years: 1 replacement → 16,250 USD material cost + minimal labor + almost no downtime.
Even without counting downtime losses, the material cost alone is reduced by more than 60 %. When the value of continuous production is included, the savings become even more significant.
Beyond direct costs, reliability also improves safety. Fewer cable failures mean fewer maintenance interventions in hazardous areas, and less risk of electrical faults, short circuits, or fires. For mine operators, this helps meet safety standards and reduces liability.
BUFLEX® DGR is an investment that pays back many times over through extended life, reduced maintenance, and uninterrupted production.
Feichun Equivalent Cable: The Smart Alternative
While BUFLEX® DGR is a proven solution, some operators face challenges with long delivery times or high import costs. This is where the Feichun equivalent version of the DGR‑type reeling cable offers an excellent alternative, providing identical performance with additional commercial benefits.
Feichun’s engineers have analyzed the design principles, material specifications, and performance criteria of the original cable and developed a product that matches it exactly in every critical aspect. The structure is identical: Class 5 flexible copper conductor according to IEC 60228, XLPE insulation, high‑strength fillers, inner sheath, anti‑twist reinforcement layer, and high‑grade PUR outer sheath. All technical parameters are the same: 0.6/1 kV voltage rating, 20 N/mm² tensile load, 120 m/min reeling speed, and identical temperature range from ‑30 °C to +80 °C.
All testing standards are also the same. Feichun cables undergo bending, torsion, tensile, oil resistance, UV resistance, and weathering tests according to IEC standards, ensuring that their performance in the field is indistinguishable from the original product.
The key advantages of choosing Feichun include:
Competitive Pricing: Prices are typically 15–25 % lower than imported brands, without any compromise on quality.
Fast Delivery: With local stock and efficient production, delivery takes only 2–4 weeks, compared to 8–12 weeks for imported cables. This is especially valuable for urgent maintenance or tight project schedules.
Flexible Customization: Feichun can produce special core counts, cross‑sections, or colors to meet unique project requirements.
Local Support: Technical assistance, delivery, and after‑sales service are available directly in Indonesia, making communication and support faster and more effective.
Certified Quality: Products are certified to ISO and IEC standards, and are accepted by major mining and engineering companies across Southeast Asia.
For operators, this means they get the same engineered solution, the same reliability, and the same long service life, but with better value and faster service. Installation and maintenance procedures are identical, so no additional training or changes are required.
Selection Guide and Best Practices
Choosing the right cable configuration ensures maximum performance and economy. Based on the technical specifications and application requirements, here is a practical guide for engineers and procurement teams in Indonesia.
1: Determine Voltage Rating
For all low‑voltage power and control circuits in mining equipment, 0.6/1 kV is the correct choice. This is the standard rating for this type of cable and matches all local distribution systems.
2: Choose Power or Control Type
Power Cables: Used to supply main power to motors and drives. Available in 4‑core and 5‑core designs. For power levels above approximately 15 kW, select sizes from 16 mm² upwards. Always remember that for sizes 25 mm² and larger, the standard design includes three protective earth cores for enhanced safety.
Control Cables: Used for signals, interlocks, and auxiliary circuits. Available with 7 to 42 cores of 1.5 mm² or 2.5 mm². Choose the number of cores based on the number of signals required, and always allow 10–20 % spare cores for future expansion or maintenance.
3: Verify Mechanical Requirements
Confirm the maximum reeling speed. For speeds up to 120 m/min, standard BUFLEX® DGR or Feichun equivalent is suitable. For higher speeds, contact the manufacturer for custom design.
Check the maximum tension or weight of the cable. Use the maximum tensile load figures in the datasheet to ensure the selected size is safe.
4: Installation and Operation Tips
Minimum Bend Radius: Always maintain a bend radius of at least 8 times the cable outer diameter. Smaller bends create excessive stress and reduce life.
Avoid Sharp Edges: Route cables away from sharp metal edges or rough surfaces that could cut or abrade the sheath.
Proper Drum Size: Use drums with diameter large enough to meet bend radius requirements.
Storage: Store cables in dry, covered areas away from direct sunlight until installation to preserve sheath properties.
Following these guidelines ensures that the cable performs as designed and delivers its full service life.
Frequently Asked Questions
Can this cable be used in heavy rain or flooded areas?
Yes. The PUR sheath is fully waterproof and non‑hygroscopic, and the compact filled structure prevents water ingress and migration. It is designed specifically for outdoor and wet environments.
What is the difference between PUR and rubber sheaths?
Rubber sheaths are softer and cheaper, but they have poor abrasion resistance, degrade quickly under UV light, and swell or soften when exposed to oil. PUR combines the flexibility of rubber with the hardness and chemical resistance of plastic, offering 5–10 times longer life and much better protection.
Is the Feichun version really identical to the original?
Yes. It uses the same materials, same structure, same standards, and passes the same tests. In practical operation, they perform exactly the same, but with better pricing and faster delivery.
How long is the delivery time?
Standard sizes are available from stock or produced within 2–3 weeks. Custom designs take approximately 4–6 weeks.
Is the temperature rating suitable for Indonesia’s climate?
Absolutely. The cable operates safely from ‑30 °C to +80 °C, covering all conditions found in Indonesia, from high‑altitude mines to hot coastal terminals.
Conclusion
BUFLEX® DGR 0.6/1 kV PUR reeling cables represent a perfect combination of material science and mechanical engineering, purpose‑built to solve the specific challenges of Indonesia’s mining and quarry industry. By applying the three‑in‑one design philosophy of mechanical strength, environmental protection, and electrical safety, they turn the cable from a weak link into a reliable component that improves the efficiency and profitability of every operation.
With XLPE insulation delivering superior electrical and thermal performance, anti‑twist reinforcement ensuring structural integrity under dynamic loads, and PUR sheath providing unmatched protection against the elements, these cables offer a service life 3 to 5 times longer than standard alternatives. When combined with the Feichun equivalent, operators get the same high‑quality solution with better value, faster delivery, and local support.
For engineering and procurement teams, the choice is clear: investing in high‑performance reeling cables reduces total cost of ownership, improves safety, and ensures continuous production in even the harshest conditions.
If you want to purchase this cable or need technical support for your mining or quarry projects, you can contact the Feichun team at Li.wang@feichuncables.com. They can provide full specifications, competitive quotations, and professional guidance tailored to the Indonesian market.

Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430