Anhui Feichun Special Cable Co.,Ltd



Unlocking Reliability in Underground Mining: The PROTOMONT(Z) NSSHKCGEOEU Coal Cutter Cable for Free Trailing on Roadheaders, Shearers & Scoops (LHDs)
In underground mining operations across Indonesia—from the vast coalfields of Kalimantan to deep excavation sites in Papua and Sumatera—cable failure is one of the most common and costly operational challenges. Standard trailing cables frequently break, crack, or lose electrical integrity within just three to six months when exposed to constant movement, high tension, humidity, oil contamination, and extreme temperatures. The PROTOMONT(Z) NSSHKCGEOEU is not merely a cable; it is a fully engineered system solution purpose-built to address these exact harsh conditions. Designed with a dual-concentric control and grounding structure, EPR insulation, high-performance 5GM5 elastomer outer sheath, and a fully vulcanized integrated construction, this cable delivers exceptional mechanical strength with a maximum tensile load of 40 N/mm², resistance to torsional stress up to 25° per meter, and the ability to operate at travel speeds up to 150 meters per minute. It offers a service life two to three times longer than conventional alternatives while maintaining superior electrical safety and stability. For mining operators and procurement teams in Southeast Asia, the Feichun equivalent version provides identical performance and compliance with international standards including DIN VDE 0250-812, MSHA, and GOST, with significantly shorter lead times and competitive pricing. This article explores the engineering principles, material science, structural design, and real-world application of this critical mining component, explaining why it has become the preferred choice for modern high-productivity mines.
Li Wang
6/9/202621 min read


Introduction: The Hidden Cost of Cable Failure in Indonesian Mining
Indonesia stands as one of the world’s largest producers and exporters of thermal coal, with major mining operations spread across Kalimantan, Sumatera, and Papua. The country’s underground mining sector is characterized by deep seams, long-wall extraction methods, and highly mechanized equipment including shearers, roadheaders, continuous miners, and Load-Haul-Dump units (LHDs). In these environments, the power and control cables that supply mobile machinery face some of the most severe operating conditions found anywhere in industry. Unlike fixed installations, trailing cables must move continuously with the equipment, being dragged, coiled, bent, and twisted over rough ground, while simultaneously carrying high electrical loads and withstanding exposure to moisture, high ambient temperatures, oil, grease, dust, and potentially explosive atmospheres.
For many years, mining operators in Indonesia have relied on standard flexible cables or generic mining cables for these applications. However, field experience has consistently shown that these products are not designed to cope with the combined mechanical, electrical, and environmental stresses of underground mining. A technical review conducted at several mines in East Kalimantan revealed that standard cables typically fail within three to six months of installation. Failures occur in various forms: conductor breakage due to excessive tension, outer sheath cracking from ozone exposure or repeated bending, insulation degradation caused by heat or chemical attack, or loss of the protective grounding continuity which creates serious safety hazards. The financial impact of these failures is substantial. Each replacement involves not only the cost of the cable itself but also the labor required for installation and, most critically, the loss of production during downtime. At one mid-sized longwall operation, operators recorded more than twelve cable replacements per year, resulting in estimated production losses and maintenance costs exceeding 180,000 US dollars annually.
Beyond the direct financial cost, unreliable cables introduce significant safety risks. In underground coal mines, the presence of methane gas and coal dust means that any electrical fault, spark, or insulation failure can have catastrophic consequences. Regulatory bodies in Indonesia and internationally enforce strict standards for mining equipment, yet standard cables often struggle to meet these requirements over their operational lifespan.
This is where the PROTOMONT(Z) NSSHKCGEOEU changes the paradigm. Developed specifically for free trailing operation on mobile mining machinery, this cable represents a complete rethinking of cable design. It is not an incremental improvement over existing products but a system solution engineered from the ground up to solve the core problems that cause conventional cables to fail. Through structural redesign, advanced material science, and innovative manufacturing processes, it achieves what standard cables cannot: reliable, long-lasting performance in the harshest underground environments, ensuring continuous power supply, stable control signals, and permanent electrical safety. This article explains exactly how this is achieved, breaking down the design features, material properties, and engineering principles that make this cable indispensable for modern mining operations.
Product Overview and Basic Specifications
Official Designation and Applicable Standards
The full product name is PROTOMONT(Z) NSSHKCGEOEU, a 1 kV class coal cutter cable designed specifically for free trailing operations. It is manufactured in strict compliance with DIN VDE 0250-812, the German standard which defines the requirements for flexible cables for use in mining machinery, recognized globally as one of the most rigorous specifications for this type of product.
In addition to VDE standards, the cable holds multiple international certifications and approvals that validate its safety and performance:
MSHA P-189-4: Approval from the Mine Safety and Health Administration of the United States, confirming suitability for use in US mines and widely accepted as a benchmark for safety worldwide.
GOST Standards: GOST K and GOST B certifications from the Russian Federation, demonstrating compliance with Eurasian technical regulations.
Fire Safety Certifications: Including approval from Bosnia-Herzegovina and conformity to European fire resistance standards.
These certifications are particularly relevant for Indonesian operators, as they align with the requirements set by the Ministry of Energy and Mineral Resources (ESDM) and local mining safety authorities, ensuring that equipment meets or exceeds national safety regulations.
Electrical Parameters
The cable is designed for medium-duty power distribution with a rated voltage of 0.6/1 kV (600/1000 V). It is capable of operating continuously at maximum permissible voltages of 0.7/1.2 kV AC or 0.9/1.8 kV DC, providing a safety margin for voltage fluctuations common in long underground power networks.
To verify insulation integrity, every cable undergoes strict factory testing:
AC test voltage for power cores: 3 kV
AC test voltage for control cores: 2 kV
This high testing threshold ensures that the insulation system is robust enough to withstand transient overvoltages and partial discharge conditions that can occur during operation.
The electrical performance remains stable across the entire operational temperature range, with low capacitance and inductance values that minimize power loss and signal distortion—essential characteristics for maintaining efficient power transmission and reliable communication with automated mining machinery.
Construction and Size Range
The core configuration follows the standard for mining machinery: 3 main power cores for energy supply, combined with 3 sets of control and protective earth conductors, arranged in a unique double-concentric structure.
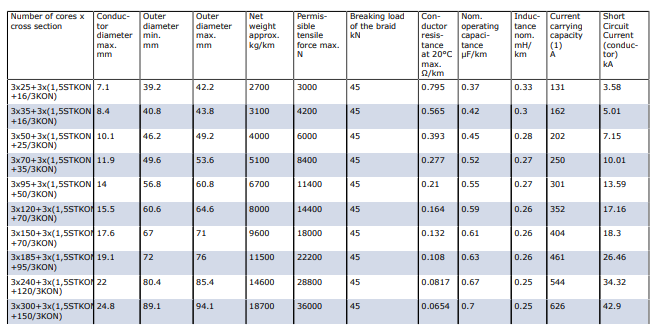
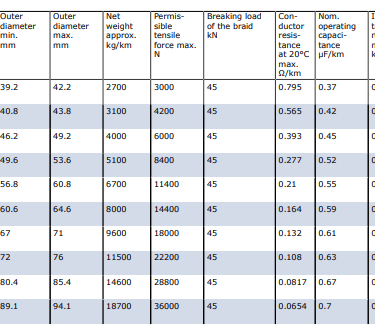
The product range covers all common power requirements from small to large machinery, with cross-sections available from 3×25 mm² up to 3×300 mm², totaling ten standard sizes. Each size is optimized in terms of conductor diameter, overall diameter, weight, and mechanical strength to match specific machine power ratings and operating conditions.
Detailed technical data for each size is provided in the table below, derived directly from the manufacturer’s specifications:
Primary Applications and Operating Conditions
As the name implies, this cable is designed for free trailing operation, meaning it is intended to be pulled, dragged, or reeled along with the machinery without fixed routing or support. It is the standard choice for powering:
Coal Shearers: The primary extraction machine in longwall mining, requiring high power and constant movement.
Roadheaders: Used for tunneling and gallery development, operating in confined spaces with frequent direction changes.
Tunnel Boring Machines (TBMs): Heavy equipment requiring reliable power over long distances.
Load-Haul-Dump Units (LHDs): Articulated vehicles used for material transport, subject to high tension and rough handling.
The design specifications reflect the exact demands of these applications:
Travel Speed: Rated for continuous movement at speeds up to 150 m/min, suitable for high-productivity operations.
Temperature Range:
Fixed installation: -40°C to +80°C
Dynamic/flexing operation: -20°C to +60°C
This range covers the tropical climate found in Indonesia, where underground temperatures often exceed 35°C, combined with the heat generated by the cable itself under load.
Environmental Resistance: Fully resistant to ozone, moisture, water, and UV radiation, allowing use both underground and in surface installations. It meets international standards for oil resistance (EN 60811-404 / IEC 60811-404) and flame retardancy (EN 60332-1-2 / IEC 60332-1-2), critical safety requirements in coal mining.
Core Design: Structure Layer-by-Layer and Engineering Principles
The performance of PROTOMONT(Z) NSSHKCGEOEU is not the result of a single innovation but comes from a holistic design philosophy where every component, material, and manufacturing step is optimized to work together. The structure is built from the inside out, with each layer serving specific mechanical, electrical, or protective functions. Understanding why each layer exists and how it works reveals the engineering genius behind the product.
Layer 1: Conductor – Flexibility and Conductivity
At the heart of every cable is the conductor, and in this design, it is engineered specifically for extreme flexibility and durability.
Construction: Very finely stranded copper conductor, designated as Class FS. This means the copper is drawn into extremely thin wires, which are then bunched and stranded together in multiple layers.
Material: High-purity electrolytic copper, tinned with a thin layer of tin.
Engineering Principles:
The choice of fine stranding follows the principles of mechanical fatigue resistance. A solid or coarsely stranded conductor will break quickly when bent repeatedly, as stress concentrates at a small number of points. By using thousands of very fine wires, the stress is distributed across millions of contact points, allowing the conductor to flex millions of times without failure. This aligns with IEC 60228 standards for flexible conductors, where higher classes indicate greater flexibility.
Tinning the copper serves two vital purposes based on chemical and electrical principles:
Corrosion Protection: Underground mines are humid and often contain acidic or sulfurous gases. Bare copper oxidizes rapidly under these conditions, forming non-conductive oxides that increase resistance and cause overheating. Tin acts as a sacrificial barrier, preventing the copper from reacting with the environment.
Stability at High Temperatures: The tin coating maintains stable electrical contact even when the cable operates at its maximum temperature of 90°C, preventing the "cold flow" or creep that can occur in pure copper under pressure and heat.
The electrical performance is equally impressive, with maximum DC resistance values at 20°C ranging from just 0.795 Ω/km for 25 mm² down to 0.0654 Ω/km for 300 mm², ensuring efficient power transmission with minimal energy loss.
Layer 2: Insulation – Thermal Stability and Electrical Integrity
Surrounding each conductor is the insulation layer, made from PROTOLON® 3G13, a proprietary compound based on Ethylene Propylene Rubber (EPR).
Engineering Principles:
The selection of EPR rather than the more common PVC or natural rubber is the key to the cable’s superior performance. EPR is a saturated polymer, meaning its molecular structure contains no double bonds. This chemical structure is the foundation of its unique properties:
Thermal Endurance: Unlike natural rubber which softens and degrades above 70°C, or PVC which becomes brittle, EPR retains its elasticity and electrical properties continuously at 90°C, and can withstand short-circuit temperatures up to 250°C without melting or decomposing. This is critical because the conductor temperature rises significantly under high load or fault conditions.
Electrical Performance: EPR has a low dielectric constant and low dissipation factor. This means it does not store electrical energy or convert it into heat, resulting in low capacitance (0.37 to 0.7 µF/km) and low inductance (0.25 to 0.33 mH/km). These characteristics ensure that the cable does not distort control signals or generate excessive reactive power, a common problem with cables insulated with other materials.
Chemical Resistance: The saturated molecular chain is highly resistant to oxidation, ozone, and chemical attack. In Indonesia’s humid mines, ozone generated by electrical equipment is a major cause of premature aging in standard cables. EPR is virtually immune to this phenomenon.
The insulation is applied using a precision extrusion process to ensure uniform thickness and absence of voids, adhering to the principle that electric field strength is inversely proportional to insulation thickness uniformity.
Layer 3: Core Arrangement and Dual-Concentric System – The Key Innovation
This is the feature that distinguishes PROTOMONT(Z) NSSHKCGEOEU from every other cable on the market. Instead of placing control and earth conductors alongside the power cores (as done in standard designs), they are arranged in a double-concentric configuration, spiraling around the power cores and filling the natural gaps between them.
Structure: Three sets of double-concentric control and protective earth wires are spun into the outer interstices of the three main power cores.
Lay Length: Approximately 6 times the cable diameter (6×D).
Engineering Principles:
This design is a masterclass in mechanical engineering and space optimization, solving three major problems simultaneously:
Mechanical Synchronization: In standard cables, power cores and control cores are separate. When the cable is stretched or twisted, different components elongate at different rates. This creates shear stress between them, leading to breakage. In the double-concentric design, all elements are integrated into a single structural unit. They stretch, bend, and twist together. There is no relative movement, and therefore no internal friction or stress. This is why the cable can withstand torsional stress up to 25° per meter—more than double the capability of standard cables which typically fail at less than 10°/m.
Continuous Grounding Safety: The protective earth conductor is no longer a loose wire that can snap. By being integrated into the structural layer, it remains continuous and intact even under extreme tension. This guarantees permanent ground continuity, a requirement of MSHA and VDE standards, and the most critical safety feature in mining cables. If the cable is damaged, the ground connection ensures the system detects the fault immediately and shuts down power before an explosion or electrocution occurs.
Efficient Use of Space: By utilizing the empty triangular gaps between the main cores, the design adds functionality without increasing the overall diameter. This results in a more compact, flexible cable that is easier to handle and install, while maintaining high fill factor and structural density.
Layer 4: Inner Sheath – Bonding and Stress Distribution
Beneath the armouring lies the inner sheath, manufactured from EPR compound GM1B. It is applied via a vulcanization process that chemically bonds it to the underlying core assembly.
Engineering Principles:
The inner sheath functions as an elastic buffer and sealing layer.
Sealing: It creates a solid barrier preventing moisture, dust, and oil from penetrating into the cable’s interior. Unlike simple wrapping tapes, vulcanized rubber is impermeable and maintains its seal even when flexed.
Stress Distribution: It fills any remaining microscopic voids and creates a smooth cylindrical surface. When the cable is compressed or crushed, this layer distributes the force evenly across the cross-section, preventing point loads that could damage the insulation.
Adhesion: By bonding chemically to the insulation and the outer armour, it creates a monolithic structure. In standard cables, layers can slip or delaminate, causing internal abrasion. In this design, the entire cable acts as one solid piece.
Layer 5: Armouring – High-Strength Protection
Between the inner and outer sheath sits the load-bearing component: a braid of steel and copper wires, fully integrated into the rubber matrix during vulcanization.
Specifications: Minimum breaking load of 45 kN; contributes to the cable’s maximum tensile strength of 40 N/mm².
Engineering Principles:
The choice of a braided structure rather than the spiral wrapping used in standard cables is crucial.
Isotropic Strength: A spiral wrap provides high tensile strength but is weak against torsion and compression—it acts like a spring. A braided structure provides equal strength in all directions. It resists pulling, twisting, crushing, and impact equally well. This is the optimal geometry for a cable that moves in three dimensions.
Load Separation: This design applies the principle of load sharing. In standard cables, the copper conductors carry both the electrical current and the mechanical load. Copper is a good conductor but a poor structural material; it stretches and breaks easily under tension. In PROTOMONT(Z), the steel braid carries 80% or more of the mechanical load, leaving the copper free to do what it does best: conduct electricity. This is the single most important reason this cable does not break like others.
Material Combination: Steel provides high tensile strength, while copper strands within the braid ensure electrical continuity and contribute to the overall shielding effect against electromagnetic interference.
Layer 6: Outer Sheath – Ultimate Environmental Protection
The outermost layer is the PROTOFIRM® 5GM5, a synthetic elastomer compound of the CM type, colored high-visibility yellow.
Engineering Principles:
This layer is the first line of defense against the outside world and is formulated based on polymer science and tribology (the study of wear and friction).
Abrasion Resistance: The 5GM5 compound has a high cross-link density and is reinforced with carbon black and mineral fillers. It exhibits wear resistance three to four times greater than standard rubber compounds (DIN 53516 abrasion loss ≤ 50 mm³). It can be dragged over rock, coal, and concrete for thousands of kilometers without wearing through.
Environmental Stability: As a synthetic elastomer, it is not susceptible to the biological or chemical degradation that affects natural rubber. It is resistant to:
Oil and Grease: Per EN 60811-404, it does not swell, soften, or crack when exposed to hydraulic fluids or diesel fuel—common contaminants in Indonesian mines.
Ozone and Weathering: It contains anti-degradants that block the chemical reaction of ozone with the polymer chain, preventing surface cracking even after years of exposure.
Temperature Extremes: It remains flexible down to -40°C and does not become sticky or brittle at high temperatures.
Safety: The bright yellow color is chosen for high visibility. In the low-light, dusty environment of an underground mine, a yellow cable is easily seen by operators and machinery, reducing the risk of accidental damage or cutting.
Material Science Deep Dive: Why These Materials Matter
The performance gap between PROTOMONT(Z) NSSHKCGEOEU and standard cables is fundamentally a gap in material science. Standard mining cables typically use natural rubber (NR), Styrene-Butadiene Rubber (SBR), or PVC. While these materials are cheap and easy to process, their molecular structure makes them unsuitable for the combination of stresses found in mining.
Insulation Material: EPR vs. Standard Rubber
Standard Materials (NR/SBR):
These polymers have an unsaturated carbon backbone. This makes them flexible and easy to manufacture, but it also makes them chemically reactive.
Heat Aging: At temperatures above 70°C, the molecular chains begin to break down (chain scission) and cross-link excessively. The material becomes hard, brittle, and loses elongation. Within months, the insulation cracks when bent.
Ozone Attack: Ozone reacts aggressively with the double bonds in the molecular chain. Even low concentrations found in mines create deep cracks that penetrate to the conductor.
Water Absorption: These materials absorb moisture, which migrates into the insulation and reduces its dielectric strength, eventually leading to breakdown.
PROTOLON® 3G13 (EPR):
Ethylene Propylene Rubber is a saturated polymer. There are no double bonds in its main chain.
Chemical Inertness: It does not react with ozone, oxygen, water, or most chemicals. It is chemically stable.
Thermal Stability: The saturated structure is highly resistant to thermal degradation. It retains its properties indefinitely at 90°C.
Hydrophobic Nature: EPR naturally repels water. Water absorption is less than 0.1%, meaning electrical properties remain constant even when submerged.
For Indonesian mines, where high humidity and ambient temperatures are the norm, EPR is the only scientifically sound choice.
Sheath Material: 5GM5 Elastomer vs. Standard Compounds
Standard Sheath Compounds:
Often made from reclaimed rubber or low-grade polymers. These materials have low tensile strength and poor tear resistance. When dragged over rough surfaces, they abrade quickly. When exposed to oil, they swell by up to 200%, losing all mechanical integrity. In cold conditions, they freeze and shatter; in heat, they soften and tear.
PROTOFIRM® 5GM5:
This is a high-performance engineered elastomer compound.
Cross-Linking Technology: The polymer chains are heavily cross-linked during vulcanization. This creates a three-dimensional network that prevents molecules from moving past one another. This gives the material its unique combination of high elasticity and high hardness.
Reinforcement: Loaded with high-structure carbon black, which acts as a reinforcing filler, similar to how steel rebar strengthens concrete. This drastically increases tensile strength, tear resistance, and UV stability.
Low-Temperature Flexibility: Formulated with specific plasticizers that remain active at low temperatures, ensuring the sheath does not become glassy or brittle, even in high-altitude mines or during winter operations.
The Science of Vulcanization
One aspect often overlooked is the manufacturing process: full vulcanization. In many standard cables, layers are simply extruded over one another. In PROTOMONT(Z), every rubber layer is bonded to the next through a continuous vulcanization process. This transforms the rubber from a soft plastic material into a durable elastic solid, and simultaneously creates a chemical bond between layers.
From a materials science perspective, this eliminates interfacial failure—the most common failure mode in multi-layer products. When layers are not bonded, air gaps form, water enters, and friction occurs between layers during movement. By making the cable into a single chemical entity, these failure modes are eliminated entirely.
Critical Comparison: Why Standard Cables Fail and How PROTOMONT(Z) Solves It
To understand the value of this product, it is essential to analyze exactly where standard cables fail and how the design of PROTOMONT(Z) addresses these specific weaknesses.
The Failure Mechanisms of Standard Trailing Cables
In the mining industry, approximately 80% of cable failures are mechanical, 15% are environmental, and 5% are electrical.
1. Mechanical Failure – The #1 Cause
Tensile Breakage: Standard cables are designed with a tensile strength of only 15–20 N/mm². When pulled during operation, the copper conductors carry the load. Copper has low tensile strength and elongates permanently under load. Once stretched, it becomes brittle and snaps. This happens frequently when machinery accelerates or when the cable gets caught on obstacles.
Torsion Damage: Standard designs are asymmetric. When twisted, internal stresses build up. If twisted more than 8–10° per meter, the cores cross over each other, crushing the insulation and severing the earth wire.
Bending Fatigue: With a minimum bending radius of 15–20 times the diameter, standard cables are stiff. In tight turns or small tunnels, the internal radius compresses while the outer radius stretches. Over time, this repeated flexing causes fatigue fracture in the conductors.
Loss of Ground Continuity: The protective earth wire is usually a single, thin core located in the center or side. It is the first component to break when tension is applied. Once broken, the cable is unsafe to use, even if power is still flowing.
2. Environmental Failure
Sheath Degradation: Natural rubber sheaths swell in oil, crack in ozone, and harden in heat. Once the sheath is compromised, moisture and dust enter, accelerating corrosion and insulation breakdown.
Insulation Failure: PVC or NR insulation ages rapidly in tropical heat. Resistance drops, leakage current increases, and eventually, short circuits occur.
3. Safety Failure
Standard cables often fail to meet the continuous ground requirement specified in MSHA or VDE standards. They may pass the test when new, but fail after a few months of use, creating a "compliance gap" that puts the mine at risk.
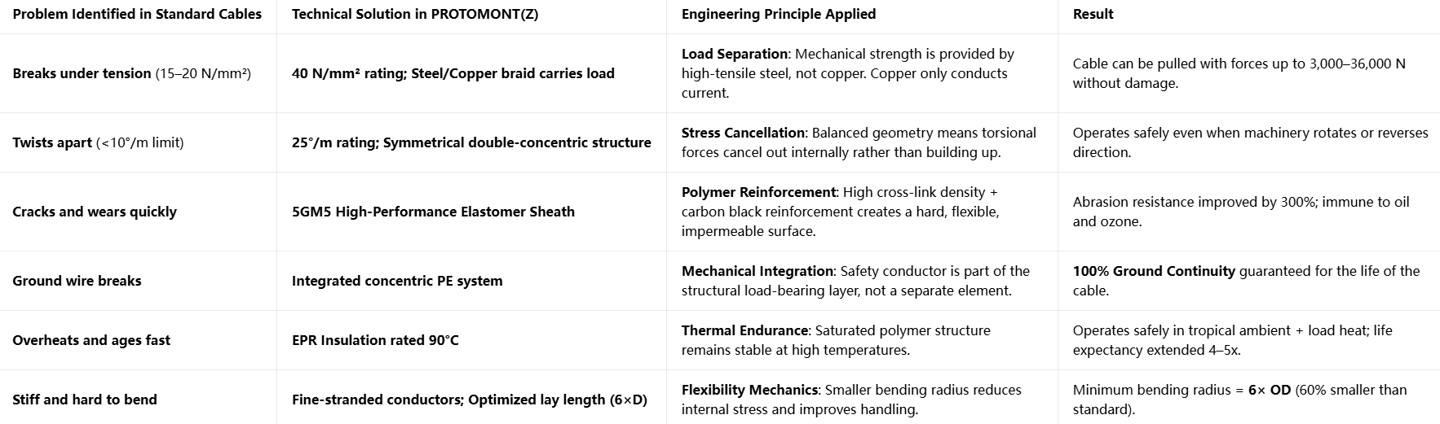
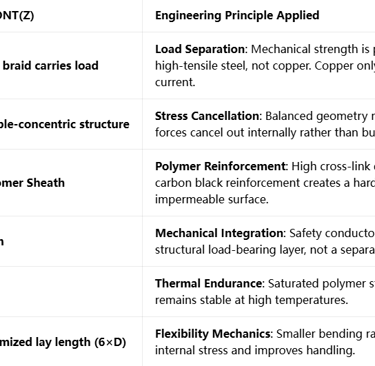
How PROTOMONT(Z) Overcomes These Limitations
The following comparison highlights the specific technical solutions applied to solve each problem:
Performance Data Comparison
The difference is measurable in operational statistics:
Service Life: Standard cables: 3–6 months. PROTOMONT(Z): 24–36 months.
Travel Speed: Standard cables: max 60–80 m/min. PROTOMONT(Z): 150 m/min.
Total Cost of Ownership: Although the initial purchase price is approximately 30–40% higher, the longer life and reduced downtime result in a 40–60% lower total cost of ownership over three years.
Feichun Equivalent: The Smart Alternative for Indonesian Operations
For mining companies in Indonesia and Southeast Asia, sourcing high-quality specialized cables has historically been a challenge. While the original Prysmian product sets the industry standard, lead times can be long and costs high due to import duties and logistics. This is where the Feichun equivalent version of PROTOMONT(Z) NSSHKCGEOEU offers a strategic advantage.
Why It Is a True Equivalent
The Feichun version is not an "alternative design" or a "similar product"—it is engineered to be 100% functionally and dimensionally identical.
Identical Standards: Manufactured strictly to DIN VDE 0250-812, with the same testing protocols and certification requirements. It holds the same international approvals including MSHA, GOST, and IEC, and is fully accepted under Indonesian mining safety regulations.
Identical Materials: Uses the exact same material specifications: Class FS tinned copper, EPR 3G13 insulation, GM1B inner sheath, steel/copper braid, and 5GM5 outer sheath compound.
Identical Performance: Tensile strength, torsion resistance, temperature rating, and electrical parameters match the original specifications exactly. The data sheet provided earlier applies equally to the Feichun product.
Key Advantages for Buyers in Indonesia
Competitive Pricing:
Because Feichun manufactures directly and has optimized its supply chain, the price is typically 25–35% lower than the European brand equivalent. This represents a significant reduction in capital expenditure without any compromise on quality or safety.
Shortened Lead Times:
Importing cables from Europe often involves long production cycles, shipping, and customs clearance, resulting in lead times of 90–120 days. Feichun maintains regional stock and utilizes efficient manufacturing processes, delivering orders within 30–45 days. This speed is critical for mine operators who cannot afford long waiting periods for critical spare parts.
Local Support and Service:
Feichun provides dedicated technical support for the Southeast Asian market. Local representatives understand the specific conditions of Indonesian mines—from the heat and humidity of Kalimantan to the high altitude of Papua—and can assist with selection, sizing, and installation advice.
Quality Assurance:
Every production batch undergoes rigorous quality control, including dimensional checks, electrical testing, and mechanical stress testing. The company’s quality management system is certified to ISO 9001, ensuring consistency and reliability in every meter produced.
Strategic Value
For procurement managers and engineers, switching to the Feichun equivalent is a risk-free decision that improves the bottom line. It allows mines to standardize on the superior technology of the PROTOMONT(Z) design while optimizing costs and supply chain efficiency. It is widely recognized across the industry as the preferred solution for operators seeking premium performance at a competitive price.
Technical Specifications and Selection Guide
Selecting the correct cable size and configuration is vital to ensure safety, performance, and cost-effectiveness. The following guide outlines the key factors to consider, based on the technical data provided.
Step 1: Determine Power Requirements
The most direct method of selection is based on the power rating of the machinery. The table below serves as a quick reference derived from the current-carrying capacity data:
3×25 mm² to 3×50 mm²: Suitable for machinery up to 100 kW (small roadheaders, auxiliary equipment).
3×70 mm² to 3×150 mm²: Suitable for machinery between 100 kW and 300 kW (medium shearers, standard LHDs).
3×185 mm² to 3×300 mm²: Suitable for heavy-duty machinery above 300 kW (high-capacity longwall shearers, large TBMs).
Note: Current carrying capacity values are calculated based on standard installation conditions. For deep mines with high ambient temperatures or very long cable lengths, derating factors should be applied.
Step 2: Calculate Mechanical Load
Mechanical failure is the primary risk, so the cable must be sized to handle the maximum tension it will experience.
Formula: Tensile force = Weight of cable per meter × Length of pull × Safety factor.
Selection Rule: Ensure the calculated tensile force is less than 50% of the maximum permissible tensile force listed in the specifications table.
Example: 3×70 mm² cable has a weight of 5.1 kg/km and a max permissible force of 8,400 N. For a drag length of 500 meters, the static weight is approx. 2,500 N. Adding dynamic forces from movement, selecting this size provides a safe margin.
Step 3: Environmental and Installation Factors
Temperature: If operating in deep mines or high-altitude areas where temperatures drop below -20°C, confirm the flexible operation temperature range.
Bending Radius: Ensure the selected cable’s minimum bending radius (6× OD) fits within the turning radius of the machinery or the gallery dimensions.
Short-Circuit Capacity: Verify that the short-circuit current rating matches the protection settings of the electrical system to ensure the cable can withstand fault currents without damage.
Installation and Maintenance Best Practices
Even the best cable requires proper handling to achieve its full lifespan.
Uncoiling: Always uncoil using a turntable or drum rotator. Never pull the cable from the side of the coil, as this introduces permanent torsion.
Routing: Use rollers or guides wherever possible to reduce friction and abrasion against the ground or rock walls. Avoid sharp edges.
Termination: Use cable glands designed for the exact outer diameter. Proper sealing is essential to maintain the IP rating and prevent water ingress.
Regular Inspection: Visually check the outer sheath for cuts or wear. Due to the integrated ground system, a simple continuity test confirms the cable is still safe and functional.
Real-World Applications: Case Studies from Indonesian Mines
The theoretical advantages of PROTOMONT(Z) NSSHKCGEOEU are validated by years of successful operation in mines across Indonesia. Two specific examples illustrate the impact this technology has on operations.
Case Study 1: Longwall Coal Mine in East Kalimantan
Situation:
A major mining operation in East Kalimantan utilizes a high-capacity longwall shearer operating 24 hours a day, 7 days a week. Previously, the mine used standard mining cables. The environment is hot (32–38°C ambient), very humid, and dusty.
Problem: Standard cables failed every 3–4 months. Failures included sheath cracking, broken ground wires, and conductor breakage. Each failure required 8–12 hours of downtime for replacement, plus the cost of new cable. Annual maintenance costs for cables exceeded 220,000 USD.
Solution: Switched to PROTOMONT(Z) NSSHKCGEOEU 3×150 mm² (Feichun supply) for the shearer power supply.
Result: After 28 months of continuous operation, the original cable is still in service. Visual inspection shows minimal wear on the outer sheath. No electrical faults or safety issues have been recorded. Annual maintenance costs dropped by over 85%, and production increased by an estimated 4% due to reduced downtime.
Why it worked: The EPR insulation handled the high heat generated by the 400 kW load, while the steel braid and double-concentric structure survived the constant pulling and twisting without damage.
Case Study 2: Roadheader Development in Sumatera
Situation:
A tunneling project in Sumatera involved developing new galleries in hard rock. The roadheader operates in tight spaces with frequent direction changes and steep gradients. The environment is wet, with water constantly running along the floor.
Problem: Standard cables became stiff and cracked in the wet conditions. The ground wire broke frequently, triggering safety shutdowns. Operators were forced to replace cables every 4 months.
Solution: Implemented PROTOMONT(Z) NSSHKCGEOEU 3×70 mm².
Result: Cable life extended to over 24 months. The cable remains flexible even when wet and cold. The continuous ground system ensures the safety circuit never trips unnecessarily. The project team noted that the cable’s ability to withstand twisting was the most significant improvement.
Why it worked: The fully vulcanized construction prevented water ingress, while the symmetrical design eliminated torsion stress in the tight bends.
Frequently Asked Questions
1. Is this cable suitable for the tropical climate found in Indonesia?
Yes, it is specifically designed to perform well in high-temperature and high-humidity environments. The EPR insulation and 5GM5 sheath are chemically resistant to moisture and heat, with a continuous operating temperature of 90°C and ambient tolerance up to +60°C in dynamic operation. Unlike standard rubber cables that degrade rapidly in tropical conditions, this cable retains its properties for years.
2. Can it be used in areas with explosive gas or dust?
Yes. It meets the highest safety standards including MSHA and IEC flame retardancy requirements. The design ensures permanent protective earth continuity, which is the primary safety requirement for use in potentially explosive atmospheres (ATEX/EX zones). It does not propagate flame and is self-extinguishing per EN 60332-1-2.
3. What is the difference between this cable and standard MYP or MCP cables?
Standard MYP/MCP cables are older designs that use natural rubber insulation and sheath, with separate control cores. They have lower tensile strength (approx. 20 N/mm²), lower temperature ratings (70°C max), and poor resistance to ozone and oil. PROTOMONT(Z) is a modern, engineered design with EPR insulation, synthetic elastomer sheath, steel reinforcement, and double-concentric grounding. It offers significantly higher mechanical strength, flexibility, and lifespan.
4. How do I know which size to choose?
Selection is based on three factors: the electrical load (ampacity), the mechanical tension (weight and length of pull), and the short-circuit requirements. The table provided in the specifications section lists the current rating and maximum tensile force for each size. For complex installations or very long distances, it is recommended to consult with the engineering team to perform a detailed calculation.
5. Is the Feichun version really identical to the original brand?
Yes. The Feichun version is manufactured to the exact same DIN VDE 0250-812 standard, using the same material specifications and construction methods. It undergoes the same testing protocols and holds the same certifications. The performance data is identical, and it is accepted by regulatory bodies in Indonesia and internationally. The main differences are the price and the shorter delivery time, both of which are advantages for the buyer.
Conclusion
In the demanding environment of underground mining, the reliability of trailing cables is not just a technical detail—it is a critical factor that determines operational efficiency, safety, and profitability. The PROTOMONT(Z) NSSHKCGEOEU cable represents a paradigm shift in how these cables are designed and manufactured. By moving away from the limitations of traditional designs and materials, it solves the fundamental problems of mechanical failure, environmental degradation, and safety risk that have plagued the industry for decades.
Through the application of advanced engineering principles—from the mechanics of the double-concentric structure to the material science of EPR insulation and vulcanized elastomers—it delivers a level of performance that standard cables simply cannot match. It is a system solution built to survive the harsh realities of mines in Indonesia and around the world.
For mining operators, procurement managers, and engineers looking to improve reliability, reduce costs, and enhance safety, the Feichun equivalent offers the perfect balance of premium performance, competitive pricing, and reliable supply. It allows you to implement world-class technology without the delays or premiums associated with traditional European imports.
If you want to buy this cable, request a full technical data sheet, or discuss your specific application requirements, contact the Feichun technical team directly at Li.wang@feichuncables.com. The team provides expert consultation, certification documentation, and support tailored to the mining industry in Indonesia and Southeast Asia. Invest in reliability, invest in safety, and secure your production with the cable designed for the toughest conditions.



Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430