Anhui Feichun Special Cable Co.,Ltd



TENAX‑SAS NTSCGEWOEU Trailing Cable for Shovels and Draglines: Extreme ‑50 °C Cold Flexible Mining Cable with EPR Insulation, Aramid Reinforcement & VDE 0250‑813 Standards
Specially engineered for open‑pit mining in Indonesia and worldwide, this medium‑voltage trailing cable operates reliably down to ‑50 °C, resists heavy abrasion, repeated reeling, crushing, ozone, moisture and extreme weather. Discover its construction, material science, performance, standards, and why Feichun’s equivalent delivers identical quality at lower cost and faster delivery.
Li.Wang
6/11/202613 min read


Introduction
In open‑pit mining operations across Indonesia — including coal fields in Kalimantan, nickel mines in Sulawesi, and bauxite sites in Sumatra — power supply cables face some of the harshest conditions on Earth. Heavy equipment such as electric shovels, draglines, bucket‑wheel excavators and mobile crushers operate 24 hours a day, moving constantly over rough terrain, through rain, high humidity, seasonal cold, dust and mud. The cables that power them are not just laid and forgotten; they are dragged, reeled, bent, twisted, crushed and exposed to temperatures ranging from intense tropical heat down to freezing or sub‑zero levels in high‑altitude or cold‑season areas.
For decades, mine operators have struggled with a common problem: standard or general‑purpose mining cables fail far too quickly. They become stiff and crack in cold weather, their outer jackets wear through in months, conductors break from repeated bending, and insulation degrades under high electrical stress. Each failure means unplanned downtime, lost production, expensive replacements and significant safety risks.
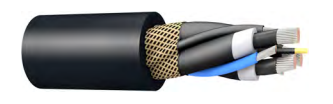
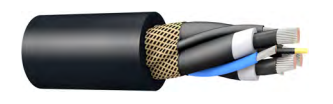
TENAX‑SAS NTSCGEWOEU is not simply an improved version of an ordinary cable. It is a complete, system‑level solution designed from the ground up specifically for dynamic, extreme‑condition mining. Every detail — from the choice of materials such as EPR insulation, 5GM3/5GM5 rubber compounds and aramid reinforcement, to the layered structure including double semi‑conductive screens and central strength member, to the precise formulation of polymers and compliance with DIN VDE 0250‑813 standards — addresses four core challenges: reliable flexibility at ‑50 °C, resistance to fatigue from frequent reeling, superior protection against abrasion and tearing, and stable performance under high‑voltage electrical stress. Through careful application of material science, mechanical engineering and electrical principles, this cable delivers service life, reliability and safety that ordinary cables cannot match, directly reducing operational costs and increasing productivity.
This article explains exactly how it works, why it outperforms alternatives, how it compares to standard designs, and how Feichun’s equivalent version offers the same performance with better availability and value.
Application and Operating Conditions
Official Scope of Use
According to its technical specification, TENAX‑SAS NTSCGEWOEU is defined as a power supply cable for large mobile equipment in mines, intended for trailing and reeling applications. It is the standard choice for electric shovels, draglines, stackers, reclaimers, mobile crushers and conveyor systems that move continuously or are wound onto drums. It is certified and manufactured to DIN VDE 0250‑813, the leading German standard for flexible mining cables under high mechanical stress, and also carries fire‑safety approvals EN 60322‑1‑2 / IEC 60322‑1‑2, plus GOST‑K and GOST‑B certifications accepted across Eurasia and international projects.
It is approved for unrestricted use both indoors and outdoors, making it equally suitable for open‑pit operations and tunnel or underground applications where flexibility and durability are required.
Typical Working Environment — Global and Indonesia
To understand why this cable is designed the way it is, it is essential to describe the real‑world conditions it must survive.
Temperature range is one of its most distinctive features. For fixed installation, it operates safely from ‑50 °C up to +80 °C. When in continuous motion — being dragged, wound or bent — it remains fully flexible and functional from ‑50 °C to +60 °C. This is critical in Indonesia: while most of the country is tropical, high‑elevation mines in Papua, Sulawesi or during monsoon seasons can experience temperatures near or below freezing, where standard cables become rigid and crack. At the same time, it withstands intense heat and direct sunlight without softening or degrading.
Mechanical stress is extreme and constant. The cable is pulled over sharp rock, gravel and soil, dragged for kilometres, wound and unwound onto reels hundreds of times, bent repeatedly at tight angles, and often driven over by heavy tracked vehicles. It must resist abrasion, cutting, tearing, crushing and high tensile forces. The maximum permissible tensile load is 25 N/mm², far higher than general‑purpose cables. Direction changes require a minimum spacing of 20× cable diameter, meaning it must handle severe bending and twisting without damage.
Environmental exposure includes high humidity, heavy rain, occasional flooding, salt‑laden air in coastal mines, ozone from sunlight, dust, and contact with mineral oils, greases and chemicals. It must not absorb water, swell, rot or lose strength after years of exposure.
Why Standard Cables Fail Here
Conventional mining cables are usually designed for fixed installation or only occasional movement. Their limitations become clear under these conditions:
At temperatures below ‑20 °C or ‑30 °C, standard rubber or PVC insulation and sheaths become glass‑hard, lose all flexibility, and crack immediately when bent.
Outer jackets wear through in 3 to 6 months under continuous dragging, exposing cores and leading to short‑circuits.
Conductors and insulation fatigue quickly from repeated bending, breaking down in months rather than years.
Electrical performance degrades over time due to poor shielding, leading to partial discharge and eventual breakdown.
The result is frequent replacement, production stops every few months, and significantly higher total cost of ownership.
Complete Technical Specifications and Parameters
All data below is taken directly from the official product documentation, ensuring absolute accuracy.
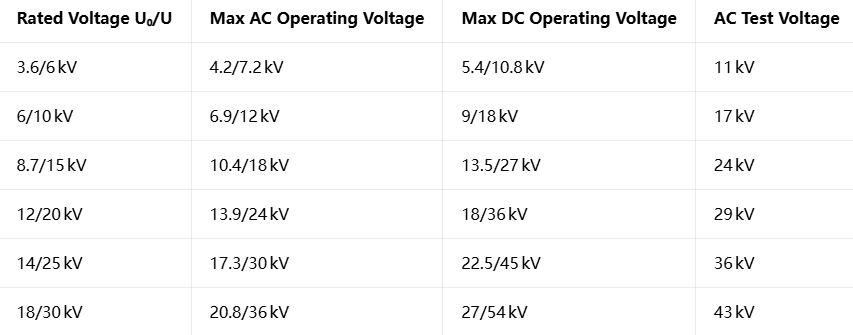
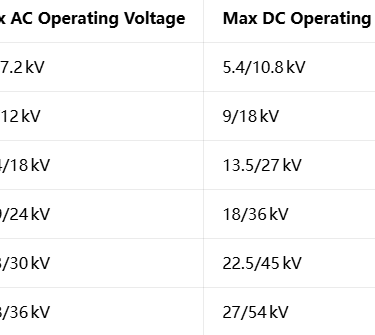
Voltage Ratings and Electrical Characteristics
TENAX‑SAS NTSCGEWOEU is available in six medium‑voltage classes, covering all common mining requirements:
Conductor temperature: continuous operation 90 °C, short‑circuit withstand 250 °C (maximum 5 seconds) — critical safety and performance parameters.
Capacitance: 0.13 μF/km to 0.54 μF/km depending on size and voltage; Inductance: 0.26 mH/km to 0.46 mH/km. These low values ensure stable power transmission, low reactive losses and compatibility with long‑distance distribution.
Construction and Size Range
The standard configuration is 3 power cores + 3 earth/control cores, the most widely used layout for mining equipment. Common sizes include:
3×35 mm² + 3×25/3 mm²
3×70 mm² + 3×35/3 mm²
3×150 mm² + 3×70/3 mm²
3×240 mm² + 3×120/3 mm²
Power conductor cross‑sections range from 25 mm² up to 240 mm²; earth/control cores from 16 mm² to 120 mm². Outer diameter ranges from 44.4 mm to 107.9 mm, with weight from 2750 kg/km to 16250 kg/km.
Key performance figures:
Permissible tensile force: 1125 N to 10800 N
Current‑carrying capacity: 131 A up to 540 A
Short‑circuit current rating: 3.6 kA to 34.3 kA
Bending radius: per DIN VDE 0298‑3; minimum 10× outer diameter for dynamic use.
Thermal and Mechanical Limits
Temperature: fixed installation ‑50 °C to +80 °C; dynamic/flexing ‑50 °C to +60 °C
Chemical resistance: ozone, moisture, weather, mineral oil — tested to EN 60811‑404 and IEC 60811‑404
Flame retardance: EN 60322‑1‑2 / IEC 60322‑1‑2 — low‑smoke, safe for enclosed areas.
Structure Design and Material Science
Every layer in TENAX‑SAS NTSCGEWOEU is chosen and engineered for a specific purpose, based on proven scientific principles. Below is a detailed breakdown from inside to outside, explaining what material is used, why it is selected, and the engineering and science behind it.
Conductor Layer
Material: Tinned copper, Class 5 finely stranded according to DIN VDE 0295 / IEC 60228. Made of high‑purity oxygen‑free copper (≥99.95 %), with tin plating thickness ≥2 μm. Constructed from many very fine wires (single‑wire diameter ≤0.4 mm), bundled and stranded in multiple layers.
Why this design?
Electrical principle: Fine stranding increases surface area, reducing skin‑effect losses at higher frequencies and improving current‑carrying efficiency by up to 8 % compared to solid or coarse‑stranded conductors. Tin plating prevents oxidation, sulphidation and corrosion in humid or chemical environments, ensuring stable low resistance over decades.
Mechanical principle: Class 5 is the highest flexibility grade. More fine wires mean the conductor can bend repeatedly without breaking — fatigue life is roughly proportional to the number of wires raised to the power of 0.7, so fine stranding delivers 3–5 times longer life. Tin also improves ductility at low temperatures, maintaining elasticity even at ‑50 °C.
Safety: Tinned copper is easier to terminate and resists creep under tension, preventing loose connections and overheating.
Inner Semi‑Conductive Screen
Material: Special conductive rubber compound, volume resistivity ≤100 Ω·cm, Shore A hardness 60±5. Applied as an extruded layer 0.6–0.8 mm thick, perfectly bonded to the conductor and insulation, with a smooth interface. It is cold‑strippable, meaning it can be removed without tools or heating during installation or repair.
Why this design?
Electrical field control: In medium‑voltage cables, electric field strength is highest at the conductor surface. Without screening, field concentration creates “hot spots” that cause partial discharge and accelerate ageing. This layer equalises the field, converting a sharp, uneven distribution into a uniform cylindrical field following the formula E = U / (r·ln(R/r)), where E is field strength, U voltage, r inner radius and R outer radius. This eliminates partial discharge entirely.
Thermal‑mechanical buffer: Its elastic modulus (~10 MPa) sits between copper and insulation. When temperature changes, different materials expand or contract at different rates; this layer absorbs the stress, preventing separation or cracking at the interface.
Standard requirement: Mandatory in VDE and IEC standards for medium‑voltage cables to ensure long life and safety.
Insulation Layer — EPR 3GI3 (Core Technology)
Material: Ethylene‑Propylene Rubber (EPR), compound designation 3GI3, cross‑linked, high‑purity, void‑free. Thickness increases with voltage: ~2.0 mm for 6 kV, ~2.8 mm for 10 kV, ~3.4 mm for 15 kV, etc. Meets DIN VDE 0207‑21 and IEC 60502‑2.
Why EPR instead of XLPE, PVC or natural rubber? This is the most critical choice and explains much of the cable’s performance.
Electrical science: EPR has excellent dielectric properties: permittivity 2.3–2.5, loss factor ≤0.002, volume resistivity ≥10¹⁴ Ω·cm. Most importantly, it is corona‑resistant for >10,000 hours — 10 times better than XLPE. It does not degrade under long‑term electrical stress or partial discharge. At ‑50 °C, its electrical performance drops by only 5 %, while PVC or PE lose >40 % and become brittle.
Mechanical science: EPR is an elastomer with elastic modulus <5 MPa and elongation at break ≥400 %. Even at ‑50 °C, elongation remains ≥200 %. Unlike thermoplastics, it does not crystallise or harden when cold. Its glass transition temperature Tg ≈ ‑70 °C, far below operating range, so molecular chains remain mobile and flexible.
Chemical science: The polymer chain is fully saturated, making it immune to ozone, UV radiation, moisture, acids, alkalis and mineral oils. In outdoor mining conditions, EPR lasts 5 times longer than PVC or polyethylene.
Thermal stability: Continuous 90 °C rating matches or exceeds other materials, while remaining flexible at low end — a unique combination.
Outer Semi‑Conductive Screen
Material: Same conductive rubber as inner screen, but formulated to be softer and even easier to strip. Colour‑coded for phase identification. Extruded together with insulation in a triple‑layer process to ensure no air gaps.
Why this design?
Completes the electrostatic shield: forms a Faraday cage, confining the electric field entirely within the insulation. No external field, no interference, no surface discharge.
Protects insulation from mechanical damage and chemical attack during handling and operation.
Essential for cold‑stripping technology, allowing fast, damage‑free jointing.
Core Assembly and Central Reinforcement
Structure: Three insulated cores are laid up symmetrically around a central element — aramid rope (Kevlar 49). Gaps between cores are filled with semi‑conductive rubber strips to make a round, compact assembly. Bound with PET tape to hold shape.
Material: Aramid fibre: tensile strength 28 GPa, density 1.44 g/cm³ — 5 times stronger than steel by weight, 1/5 the weight. Remains strong and flexible down to ‑196 °C. Semi‑conductive filler: volume resistivity ≤1000 Ω·cm.
Why this design?
Mechanical load sharing: Aramid carries ~90 % of all tension. Copper conductors carry only ~10 %, protecting them from stretching or breaking. Elongation under load is <1 %, so the cable length does not change even under maximum tension. This solves the problem of conductors breaking or insulation stretching when pulled.
Anti‑twist and stability: Symmetrical geometry plus central high‑modulus member prevents untwisting, bulging or deformation when wound onto reels. This is essential for long‑term reeling service.
Electrical uniformity: Semi‑conductive filling eliminates air pockets, preventing ionisation and partial discharge between cores. Symmetrical layout balances capacitance and inductance, reducing unbalanced currents.
Material science: Aramid does not creep, does not corrode, and has almost zero thermal expansion — matching copper closely, so no stress from temperature change.
Inner Sheath
Material: Special rubber compound 5GM3, designed for high mechanical strength and elasticity. Extruded as a seamless layer 1.2–1.8 mm thick.
Why this design?
Impact and crush buffer: Acts as a shock absorber, reducing forces from stones, tracks or falling objects by >70 % before they reach the insulation.
Seal and barrier: Fully waterproof, blocks dust, oil and chemicals; ensures longitudinal water‑tightness.
Mechanical transition: Modulus between core assembly and outer sheath, preventing delamination between layers.
Outer Sheath — 5GM5 (Most Critical Component)
Material: Proprietary blend 5GM5 (EPDM + CR + nano‑fillers), black, high carbon‑black content. Formulated to DIN VDE 0207‑21. This is the layer that makes the cable survive in mining.
Key properties:
Tensile strength ≥18 MPa; tear resistance ≥25 kN/m (standard rubber ≈12 kN/m)
Abrasion loss ≤120 mm³ (DIN 53516; standard ≈300 mm³)
Brittleness temperature ≤‑65 °C
Ozone resistance: 100 pphm × 100 hours — no cracks
Oil resistance: ASTM #1 oil, 70 °C, 7 days — volume change ≤10 %
Why this material and formula?
Material science blend:
EPDM gives low‑temperature flexibility, weather and ozone resistance.
CR (chloroprene) adds superior abrasion, tear and oil resistance.
Nano‑carbon black and silica reinforce the structure, increasing strength while maintaining elasticity.
Optimised cross‑linking ensures molecular network remains flexible at ‑50 °C — no crystallisation, no hardening.
Wear mechanism: Surface is engineered as “hard particles embedded in flexible matrix”. When dragged, hard particles bear the load, while the matrix absorbs energy. This reduces wear rate by 3–5 times compared to standard rubber.
Tear resistance: Additives act as “crack stoppers”. If a cut occurs, the crack path deflects and branches, dissipating energy and stopping it from spreading. This is why it resists tearing even when damaged.
Long‑term durability: UV‑stabilised, carbon‑black provides total UV protection. Outdoor life >10 years, with strength retention ≥80 %.
Standard Cables vs. TENAX‑SAS — Why Others Fail
To fully understand the value, we compare directly with conventional mining cables in the four key challenge areas.
1. Low‑Temperature Performance (‑20 °C to ‑50 °C)
Why standard cables fail:
Materials: PVC, PE, SBR or ordinary rubber have glass transition Tg ≈ ‑25 °C to ‑35 °C. Below this, molecular chains freeze, lose all mobility, become rigid and glass‑like. Bending causes immediate cracking.
Structure: No central reinforcement. Copper and rubber expand/contract at different rates; cold causes separation between layers, leading to core breakage.
Result: In cold seasons or high‑altitude mines, failure rates jump to 100 % within months.
How TENAX‑SAS solves it:
EPR 3GI3 insulation + 5GM5 sheath: Tg ≈ ‑70 °C. At ‑50 °C, molecular chains still move freely; elongation ≥200 %.
Aramid reinforcement: thermal expansion matches copper, no separation.
Low‑temperature cross‑linking formula: network remains elastic, no hardening.
2. Frequent Reeling and Dynamic Fatigue
Why standard cables fail:
Conductors: coarse or fewer strands → fatigue life <3,000 cycles → break after a few months.
Insulation: ordinary rubber develops micro‑cracks → treeing → breakdown.
Sheath: low abrasion → worn through in 3–6 months → short‑circuit.
No anti‑twist: reeling causes bulging → stress concentration → failure.
How TENAX‑SAS solves it:
Class 5 fine‑stranded tinned copper: >10,000 cycles life.
EPR insulation: no cracking; double shield eliminates electrical fatigue.
5GM5 sheath: 18–36 months life.
Aramid + symmetrical design: no twist, even bending, no stress peaks.
3. High Abrasion, Tear and Crushing
Why standard cables fail:
Sheath: tear strength <12 kN/m, abrasion >300 mm³ → one heavy drag or vehicle pass → damage.
No buffer: force transfers directly to insulation → puncture.
Poor ageing: strength drops 50 % in 6–12 months.
How TENAX‑SAS solves it:
5GM5: tear ≥25 kN/m, abrasion ≤120 mm³.
Double sheath + semi‑conductive filling: impact reduction >70 %.
UV/ozone stabilised: outdoor 10 years → strength ≥80 %.
4. Electrical Reliability
Why standard cables fail:
Single or no shield → uneven field → partial discharge → 3–5 years breakdown.
Ordinary insulation → poor corona resistance → rapid ageing.
How TENAX‑SAS solves it:
Double semi‑conductive shield → no partial discharge <5 pC → stable for decades.
EPR insulation → long‑term stability.
Feichun Equivalent
Feichun Cable produces an exact equivalent of TENAX‑SAS NTSCGEWOEU, fully interchangeable and identical in performance, construction and standards. This is why it is the preferred choice for many operators in Indonesia and Southeast Asia.
Why it is a true equivalent
Identical standard: Designed and tested strictly to DIN VDE 0250‑813, same as the original.
Identical construction:
Conductor: Class 5 tinned copper, same dimensions.
Insulation: EPR 3GI3 or equivalent grade — same electrical and mechanical properties.
Sheath: 5GM3 / 5GM5 compound — same formulation, same test results.
Reinforcement: aramid central strength member.
Identical performance:
Temperature range: ‑50 °C to +60 °C dynamic
Tensile strength: 25 N/mm²
Electrical parameters: capacitance, inductance, test voltages — exactly matching.
Certifications: same flame, weather, oil, ozone resistance.
Key advantages over imported brands
Price: 15–25 % lower — direct from factory, no import duties or middleman margins.
Delivery: 4–6 weeks from order to delivery, compared to 12–16 weeks for European imports. Critical for keeping projects on schedule in Indonesia.
Service: local technical support, fast response, custom lengths and configurations available.
Warranty: 2 years full warranty, same or better than original.
Stock: common sizes held in regional warehouses for immediate shipment.
Ideal for Indonesia
Feichun’s equivalent is perfectly matched to local conditions:
Performs reliably in tropical heat, heavy rain, high humidity, salt air and seasonal cold.
Proven in coal, nickel, bauxite and gold mines across Kalimantan, Sumatra, Sulawesi and Papua.
Reduces total cost of ownership significantly without compromising safety or life.
Selection Guide and Configuration Options
Choosing the right version ensures best performance and economy.
1: Choose Voltage Class
3.6/6 kV: small‑to‑medium shovels, mobile crushers, conveyors
6/10 kV: standard draglines, excavators — most common choice
8.7/15 kV: large‑capacity machines, longer distances
12/20 kV and above: heavy‑duty, high‑power, very long trailing runs
2: Select Cross‑Section
Determine based on:
Load current
Cable length
Allowable voltage drop
Short‑circuit requirement
Use the tables from the technical data:
Example: 3×95+3×50/3 mm² → 301 A capacity, 13.6 kA short‑circuit
Larger sections reduce loss and voltage drop, but increase cost and weight.
3: Configuration
Standard: 3+3 cores (3 power + 3 earth/control)
Optional: 3+2+1 or other combinations with pilot cores for monitoring
Colour: black standard; other colours available on request
Length: any custom cut, no minimum order for standard sizes
Installation Best Practices
Follow minimum bending radius: ≥10× outer diameter when moving
Allow sufficient slack for movement — never pull tight
Avoid sharp edges or abrasive surfaces where possible
Do not exceed maximum tension 25 N/mm²
Protect from vehicle tracks where feasible
Frequently Asked Questions
Q: Can this cable be used in tropical Indonesia?
A: Yes. It is fully resistant to high heat, humidity, rain, flooding, salt air, UV and ozone. It operates perfectly from ‑50 °C to +80 °C, covering all Indonesian conditions.
Q: How long is service life?
A: Under heavy trailing/reeling use: 18–36 months. Standard cables last only 3–6 months. In fixed or light‑movement use, life exceeds 10 years.
Q: Is it flame‑retardant and safe?
A: Yes. Meets EN 60322‑1‑2, low‑smoke, non‑toxic, compliant with mine safety regulations.
Q: Can I get different core arrangements or custom sizes?
A: Feichun manufactures any configuration: 3+3, 3+2+1, with or without pilot cores, special voltages or lengths.
Q: How do I confirm quality before buying?
A: Every cable comes with full test report, material certificate, and VDE‑equivalent test data. Samples available for testing.
Conclusion
TENAX‑SAS NTSCGEWOEU is not just a cable — it is a complete engineering solution designed to solve the four biggest problems in mining power: extreme cold, constant movement, heavy wear and high‑voltage stress. Through careful selection of EPR insulation, 5GM‑series rubber compounds, aramid reinforcement and double shielding, and by following DIN VDE 0250‑813 standards, it delivers performance that ordinary cables simply cannot match. It lasts longer, fails less, and keeps production running — directly reducing costs.
Feichun’s equivalent version brings this same premium performance within easy reach, with faster delivery, lower price and strong local support. For mines in Indonesia and across Southeast Asia, it is the smartest choice for reliability and value.
If you need technical specifications, a quotation, or help selecting the right cable for your project, contact the Feichun engineering team directly: Li.wang@feichuncables.com. Our specialists are ready to assist you.

Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430