Anhui Feichun Special Cable Co.,Ltd



PUR-C-HF EMC Festoon Cable with TCWB Shielding & PUR-HF Sheath: Engineering Marvel for Festoon Systems, Drag Chains & Indonesia’s Salt-Fog Industrial Challenges
PUR-C-HF EMC Festoon Cable with TCWB shielding and PUR-HF double sheath is engineered to withstand continuous motion, high humidity, salt fog, oil, and electromagnetic interference. Learn its construction, material science, technical specifications, and proven performance in Indonesia’s ports, mines, and manufacturing facilities.
Li.Wang
7/13/202614 min read


Introduction
In modern industrial operations, few components operate under as much continuous stress as the cables that supply power and transmit control signals to moving machinery. Whether it is a container crane traveling along a 100-meter rail, a gantry hoist lifting heavy loads, or an automated machine tool repeating thousands of cycles per day, the cable must bend, stretch, twist, and slide while remaining electrically stable and mechanically intact. For decades, operators in Indonesia and across Southeast Asia have faced a common problem: standard cables designed for static or semi-flexible use fail far too quickly when subjected to constant motion and harsh environmental conditions.
Indonesia stands as one of the world’s leading nations in maritime trade, mining, and manufacturing. Major hubs such as Tanjung Priok Port in Jakarta, Belawan Port in North Sumatra, and vast mining and palm oil processing zones in Kalimantan and Sulawesi rely heavily on festoon systems and drag chains to move power and control lines. However, the country’s tropical maritime climate creates a perfect storm of conditions that degrade ordinary cables: ambient temperatures between 28°C and 35°C, relative humidity often exceeding 90%, frequent heavy rainfall, airborne salt particles near coastlines, and exposure to mineral oils, greases, and chemical fluids. Under these circumstances, a conventional rubber or PVC-sheathed cable may begin to harden, crack, or lose conductivity in as little as three to six months.
This is where the PUR-C-HF EMC Festoon Cable enters as a turning point in engineering design. It is not merely a cable with slightly better materials; it is a purpose-built solution that integrates mechanical durability, chemical resistance, electromagnetic compatibility, and environmental safety into one unified system. Through the use of Class 5 flexible copper conductors, halogen-free insulation, a central textile strength member, double layers of PUR-HF sheath, and a high-coverage tinned copper wire braid, this cable addresses every point of failure found in standard designs. Its development is rooted in polymer chemistry, structural mechanics, and electrical theory, making it a benchmark for motion cable technology in the twenty-first century.
Understanding Festoon and Drag Chain Systems
To appreciate why this cable is designed the way it is, one must first understand the systems it serves. Festoon systems and drag chains are the two most common methods for managing cables that move back and forth with equipment.
Festoon systems consist of a series of trolleys running along a fixed rail or beam. The cables hang in loops between these trolleys, which spread out as the machine moves away and gather closer together as it returns. This setup is widely used in overhead cranes, container cranes, gantries, and outdoor material handling equipment where travel distances can reach 100 meters or more. In contrast, drag chains—also known as cable carriers—are rigid or semi-rigid structures that enclose and guide cables along a fixed path, commonly found in machine tools, robotic arms, and automated production lines where movement cycles are frequent but travel length is shorter.
Both systems impose a unique set of demands on the cable. In festoon use, the cable must support its own weight plus the weight of any lubricants or debris that may collect on it. It experiences constant bending as the loop changes shape, as well as torsional stress when the trolley moves laterally or when wind pushes the cable sideways. In drag chains, the cable is confined in a tight space and must withstand repeated bending at a fixed radius, friction against the chain walls, and vibration from the machine.
In Indonesia, these conditions are amplified by the environment. Near ports, salt in the air accelerates corrosion of metal components. In mines and factories, exposure to coal dust, palm oil residues, hydraulic fluids, and cutting oils breaks down the molecular structure of less resistant polymers. At the same time, the widespread use of variable frequency drives (VFDs) and programmable logic controllers (PLCs) introduces electrical noise that can travel along standard cables, causing signal errors, sensor drift, or even unexpected machine movements.
Standard cables are designed for static installation or occasional bending. Their conductors are too rigid, their insulation lacks chemical resistance, and they have no built-in mechanism to handle tension or interference. As a result, operators face frequent replacements, unplanned downtime, and higher long-term costs. The PUR-C-HF EMC Festoon Cable is engineered specifically to overcome these limitations.
Full Technical Profile of PUR-C-HF EMC Festoon Cable
The PUR-C-HF EMC Festoon Cable is a product from ELAND CABLES under the B7H product group, with Feichun offering a fully equivalent series known as FESTOONFLEX C-PUR-HF. It is classified as an energy and control cable suitable for festoon and drag chain applications, with a design that meets the most rigorous international standards.
Standards and Compliance
The cable is manufactured in accordance with a comprehensive set of global specifications, ensuring it can be used across different regions and industries. Key standards include:
IEC 60502: Power cables with extruded insulation and their accessories for rated voltages from 1 kV up to 30 kV
IEC 60228: Conductors of insulated cables
DIN VDE 0250-1: General specifications for insulated cables
DIN VDE 0293-308: Conductor identification
IEC 60332-1: Flame propagation test for single vertical insulated wire or cable
EN/IEC 60811-2-1: Test methods for insulating and sheathing materials
RoHS Directive 2015/65/EU: Restriction of hazardous substances
REACH Regulation EC 1907/2006: Registration, evaluation, authorization, and restriction of chemicals
These standards are verified through testing at The Cable Lab®, an ISO/IEC 17025 and IECEE certified facility, confirming consistent quality and compliance.
Electrical and Mechanical Specifications
The cable is rated for a voltage of U₀/U = 0.6/1 kV, making it suitable for both power distribution and control circuits. Its temperature range is wide enough to accommodate extreme conditions:
Fixed installation: -50°C to +80°C
Mobile operation: -40°C to +80°C
This means it remains flexible even in colder mountainous regions or during heavy rain, while maintaining stability under the high heat found in tropical factories.
Bending radius is a critical parameter for moving cables:
Fixed application: Minimum 6 times the overall diameter
Mobile application: Minimum 8 times the overall diameter
This ensures the cable does not suffer internal stress or conductor fatigue during repeated cycles. Other mechanical properties include:
Maximum tensile load: 15 N/mm²
Maximum torsion resistance: ±25° per meter
Travel speed: Up to 200 m/min in festoon systems, up to 60 m/min horizontal and 200 m/min vertical when reeling, and up to 200 m/min in drag chains
These figures confirm that the cable can operate at high speeds and over long distances without deforming.
Dimensions and Construction Range
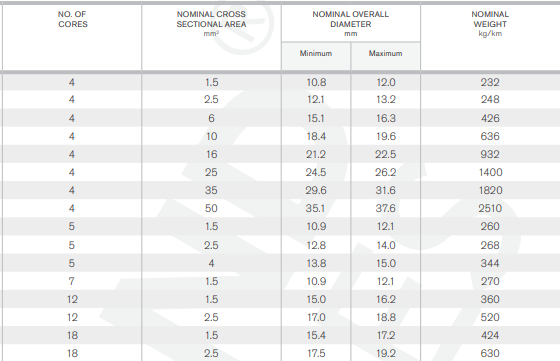
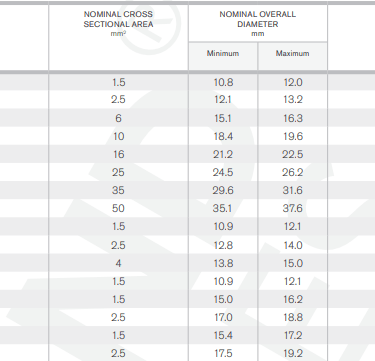
The cable is available in a wide range of configurations to suit different power and control requirements. Core counts start from 4 and go up to 18, with cross-sectional areas ranging from 1.5 mm² to 50 mm². The table below summarizes the key dimensions and weights based on the official datasheet:
Cores are identified by color coding: for 4-core cables, colors are green-yellow, brown, black, and grey; for 5-core, green-yellow, blue, brown, black, and grey; and for 6 cores and above, white cores with black printed numbers. Outer sheath colors are available in black, yellow, or orange for visibility and safety.
Layer-by-Layer Construction and Material Science
The performance of this cable comes from how each component is selected and arranged. Every layer has a specific function, and the combination follows established principles of material science and engineering.
Conductor: Class 5 Flexible Stranded Copper
At the heart of the cable is the conductor, made of Class 5 finely stranded copper as defined in IEC 60228. Unlike solid or coarse-stranded conductors used in fixed cables, Class 5 construction uses many thin wires twisted together. This structure distributes bending stress evenly across the cross-section. When the cable bends, each individual wire moves slightly relative to its neighbors, preventing the concentration of stress that causes metal fatigue and breakage.
Copper is chosen for its excellent electrical conductivity and ductility. In high-humidity environments, the strands may be tinned to create a protective barrier against oxidation and corrosion, ensuring low contact resistance over decades of use.
Insulation: Halogen-Free Compound
Each conductor is insulated with a halogen-free thermoset compound. This material has high dielectric strength, low dielectric loss, and good resistance to heat aging. Unlike PVC insulation, which releases toxic hydrogen chloride gas and dense smoke when burned, halogen-free insulation emits only small amounts of non-corrosive gas. This is critical in enclosed spaces such as machine rooms or underground areas where fire safety is a priority.
From a chemical perspective, the insulation is formulated to maintain its flexibility and electrical properties even after prolonged exposure to temperature fluctuations. It acts as a stable barrier that prevents current leakage between conductors.
Central Strength Member
One of the most important features that sets this cable apart is the central textile strength member. In ordinary cables, the copper conductors carry both electrical current and mechanical tension. Over time, this causes the copper to stretch, thin out, and eventually snap. Here, the strength member—made of high-tenacity polyester or aramid fibers—takes up to 80% of the tensile load.
The fibers are arranged along the cable’s longitudinal axis and have a tensile strength several times that of steel by weight. This design follows the principle of load sharing: the conductor does not need to resist pulling forces, allowing it to remain flexible and focused only on electrical performance.
Lay-Up: Concentric Core Arrangement
The insulated cores are laid up in concentric layers around the central strength member using a short lay length. This geometry ensures that during bending or twisting, the inner and outer layers move in a balanced way. The symmetric arrangement prevents the cable from developing a memory effect or twisting itself into knots. It also keeps the electrical characteristics consistent around the cable axis.
Inner Sheath: PUR-HF
Over the cabled cores lies the inner sheath, made of PUR-HF, which stands for Polyurethane Halogen-Free. This layer serves two main purposes: it binds the cores into a stable circular shape and acts as the first line of chemical defense. The material is a thermoplastic elastomer with a block copolymer structure consisting of hard and soft segments. The soft segments provide elasticity and flexibility, while the hard segments give it mechanical strength and wear resistance.
Crucially, the PUR used here is polyether-based rather than ester-based. Ester-type PUR contains chemical linkages that break down through hydrolysis when exposed to high heat and humidity, causing the material to become brittle and lose its properties. Polyether-based PUR has a different molecular backbone that is chemically stable even under continuous exposure to moisture and high temperatures, making it the ideal choice for Indonesia’s climate.
Shielding: Tinned Copper Wire Braid (TCWB)
Surrounding the inner sheath is the electromagnetic shield, constructed from tinned copper wires woven into a braid with a minimum coverage of 80%. This structure functions according to the Faraday cage principle, which states that a conductive enclosure can block external electric fields and contain internal electrical noise.
When variable frequency drives or other switching devices operate, they generate high-frequency electrical noise that can travel through cables and interfere with sensors and control systems. The TCWB shield intercepts this noise and directs it safely to ground. Tin plating prevents oxidation of the copper strands, ensuring the shield remains electrically continuous even in salt-laden air.
Outer Sheath: PUR-HF
The final layer is the outer sheath, also made of the same polyether-based PUR-HF compound. It provides the primary protection against abrasion, impact, sunlight, oils, greases, solvents, and hydrolysis. The material’s resistance to mineral oils and alkaline solutions is tested according to EN 60811-2-1, confirming that it does not swell or soften after immersion. Its low glass transition temperature ensures it remains flexible down to -40°C, while its high melting point allows it to withstand ambient temperatures up to 80°C.
Engineering Principles Behind the Design
The design of the PUR-C-HF EMC Festoon Cable is not random; it follows fundamental laws of physics, mechanics, and chemistry.
From a mechanical standpoint, the combination of fine-stranded conductors, concentric lay-up, and central strength member addresses three main failure modes: bending fatigue, tensile overloading, and torsional distortion. Bending fatigue is reduced by distributing stress across many thin wires and using a short lay length so that the neutral axis remains stable. Tensile failure is prevented by transferring load to the high-strength core, which has a much higher modulus of elasticity than copper. Torsional resistance is achieved through symmetric construction, which balances internal forces and allows the cable to return to its original position after twisting up to ±25° per meter.
Chemically, the choice of polyether-based PUR solves the hydrolysis problem. In ester-based polymers, the reaction with water molecules breaks the polymer chain, releasing plasticizers and leading to hardening. In polyether-based PUR, the ether linkage is far more stable, even under conditions of 85°C and 85% relative humidity, which is equivalent to more than ten years of service in tropical climates.
Electrically, the TCWB shield operates on the principle of electromagnetic shielding effectiveness. At frequencies from 30 MHz to 1 GHz, which are the most common ranges for interference from industrial electronics, the braid provides attenuation of more than 50 dB. This reduction in noise ensures that control signals remain clear and accurate, avoiding the erratic movements that can occur in unshielded systems.
Performance Comparison with Ordinary Cables
To understand the true value of this cable, it is helpful to compare it directly with the types of cables most commonly used in Indonesia today.
Standard Natural Rubber (NR) or Chloroprene Rubber (CR) Cables
These are often used because they are relatively inexpensive and flexible. However, their resistance to hydrolysis is poor. In humid environments, they begin to degrade within six to twelve months. They offer no electromagnetic shielding, so they cannot be used near sensitive electronics. Their tensile strength is low, and without a central member, conductors stretch and break under load.
PVC-Sheathed Cables
PVC is widely available and low-cost, but it becomes stiff and brittle at temperatures below 0°C and loses flexibility rapidly at high temperatures. In tropical conditions, it can harden and crack in as little as three months. It swells and dissolves in the presence of many oils and solvents, and it emits toxic fumes when burned. Like rubber cables, it provides no EMI protection.
PUR-C-HF EMC Festoon Cable
This cable combines the best of all requirements. It remains flexible from -40°C to +80°C, resists hydrolysis, oil, solvents, and salt, and provides reliable shielding. Its service life in Indonesia is typically between two and five years, which is four to six times longer than standard alternatives.
When calculating total cost of ownership, the higher initial purchase price is quickly offset by fewer replacements, less labor, and reduced downtime. In most applications, the return on investment is achieved within 12 to 18 months.
Application and Case Studies in Indonesia
Indonesia’s industrial operators have already seen the benefits of upgrading to this cable. Local system integrators such as Buana Jaya Teknik have implemented it across multiple projects since 2023, with measurable improvements in reliability and cost savings.
Case 1: Electric Hoist in a Jakarta Machining Facility
A medium-sized manufacturing plant in Jakarta used standard rubber cables to supply power to a 3-ton electric hoist operating on a C-type festoon rail. The system cycles roughly 200 times per day. Under the combined effect of high humidity, oil mist from cutting processes, and repeated bending, the original cables failed every six months. Each replacement required shutting down production for half a day, resulting in lost output and labor costs.
After switching to PUR-C-HF EMC cables with 4×1.5 mm² cross-section, the facility recorded more than 24 months of continuous operation without any cable-related issues. The outer sheath remained intact, and no signal fluctuations were observed. Maintenance costs associated with the hoist system fell by approximately 75%, and the risk of unexpected stops was eliminated.
Case 2: Gantry Crane at a Port in North Sumatra
At a major port in Belawan, a gantry crane with an 80-meter travel length operates at speeds up to 120 m/min. The environment is highly corrosive due to salt spray, and the cables are exposed to grease and hydraulic oil. Previously, operators noticed that after about one year, the cable jacket would crack, and the internal shielding would corrode, leading to intermittent communication errors between the PLC and the motor drives.
After installation of PUR-C-HF EMC cables, the problems disappeared. The polyether-based sheath resisted hydrolysis and salt corrosion, while the TCWB shield maintained signal integrity. Over an 18-month observation period, unplanned downtime related to cable failure dropped by 80%, and visual inspections showed no signs of degradation.
Case 3: Drag Chain System in a Kalimantan Coal Mine
In a coal processing plant in Central Kalimantan, cables inside drag chains were failing every four months due to a combination of coal dust, vibration, mineral oil, and heat. The frequent failures disrupted the flow of material and required constant maintenance.
With the new cable design, the central strength member absorbed the tension from continuous movement, and the PUR-HF sheath protected against abrasion and chemical exposure. After 12 months of operation, there was no core breakage, no sheath wear, and no interference with proximity sensors.
Feichun as an Equivalent Alternative
While ELAND CABLES’ B7H series is widely recognized, Feichun’s FESTOONFLEX C-PUR-HF serves as a fully equivalent solution that meets the same technical requirements.
Feichun’s cable follows the same standards: IEC 60502, IEC 60228, DIN VDE 0250, and IEC 60332-1, with identical electrical and mechanical ratings. It uses Class 5 copper conductors, halogen-free insulation, a central strength member, double PUR-HF sheaths, and a TCWB shield with minimum 80% coverage. The dimensions, bending radius, and temperature range are matched exactly.
For buyers in Indonesia and Southeast Asia, Feichun offers several advantages: more competitive pricing compared to European brands, shorter lead times, and support with documentation suitable for local standards such as SNI. The cable is fully interchangeable, allowing operators to replace existing cables without modifying their equipment or installation methods.
Selection Guide and Installation Best Practices
Choosing the right cable requires more than just matching the number of cores. Engineers must consider operating conditions, current load, travel length, and environment.
First, confirm the voltage rating: 0.6/1 kV is standard for most industrial applications. Calculate the required cross-sectional area based on current capacity and voltage drop. For example, 1.5 mm² is suitable for circuits up to approximately 16 A, while 25 mm² can handle up to 100 A.
Next, define the application type. For festoon systems, use the minimum bending radius of 6 times the diameter; for drag chains, use 8 times the diameter to account for tighter loops. In environments with salt, oil, or high humidity, always select the PUR-HF version, as standard rubber or PVC will not last.
During installation, avoid pulling the cable beyond its maximum tensile load. Ensure trolleys are spaced correctly to prevent excessive sagging. The shield should be grounded properly, usually at one end to avoid ground loops that can introduce noise. Protect the cable from sharp edges and ensure it moves freely without rubbing against fixed structures.
Frequently Asked Questions
Q: Can this cable replace flat festoon cables?
A: It is designed for circular festoon systems and drag chains. While it can function in some applications, flat cables are better suited for very long runs where space is limited. This cable offers superior durability but has a larger bending radius.
Q: Does it require special glands or connectors?
A: Standard industrial cable glands suitable for round cables can be used, provided they match the outer diameter range. No special tools are required.
Q: Is it truly halogen-free?
A: Yes, the insulation and sheath are formulated without halogenated compounds. It meets the low-smoke and zero-halogen requirements of IEC 60754.
Q: How long can it last in salt-fog conditions?
A: In accelerated salt-fog testing according to ASTM B117, the cable retains more than 90% of its mechanical properties after 1,000 hours. In real-world coastal conditions, it typically remains reliable for 3 to 5 years.
Q: Can it be used in water?
A: While it is resistant to moisture and hydrolysis, it is not designed for continuous submersion. For underwater applications, additional sealing or specialized waterproof cables are required.
Conclusion
The PUR-C-HF EMC Festoon Cable represents a significant advancement in cable technology. It is more than just a cable with better materials; it is a system engineered to solve the complex interaction of mechanical stress, chemical attack, and electrical interference. By combining Class 5 copper conductors, halogen-free insulation, a central strength member, double PUR-HF sheaths, and a high-coverage tinned copper braid, it addresses the three main challenges of motion cables: dynamic movement, aggressive environment, and precision control.
Its design is based on solid principles of material science and engineering. The polyether-based PUR solves hydrolysis, the central member prevents conductor fatigue, and the TCWB shield ensures stable signal transmission. In Indonesia’s unique tropical industrial climate, these properties translate directly into longer service life, fewer failures, and lower total operational costs.
For operators and engineers, the choice is clear: investing in a cable built to withstand the environment yields better results than repeatedly replacing cheaper alternatives. The PUR-C-HF EMC Festoon Cable demonstrates how modern engineering can turn a seemingly simple component into a critical asset that supports productivity, safety, and sustainability.
If you are looking for detailed datasheets, pricing, or custom configurations for your specific project, feel free to contact the Feichun technical team at Li.wang@feichuncables.com.



Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430