Anhui Feichun Special Cable Co.,Ltd



PROTOMONT(S) (N)SSHCGEOEU Reeling Cable Explained: Load Separation Design, Polyester Reinforcement and High-Flex Mining Power Solutions
PROTOMONT(S) (N)SSHCGEOEU is a specialized reeling cable engineered for underground mining, built on four core principles: load separation, material reinforcement, structural optimization, and flexibility matching. This guide explains its engineering science, material technology, performance advantages, and why it outperforms standard cables in harsh Indonesian mining conditions. Includes comparison with CORDAFLEX(S) and PROTOMONT(M+), plus Feichun equivalent solution.
Li.Wang
6/8/202619 min read


Introduction
Underground mining operations across Indonesia—from the coal-rich basins of East Kalimantan and South Sumatra to the lateritic nickel mines of Southeast Sulawesi—face some of the most demanding environmental and mechanical conditions in the world. High ambient temperatures, constant humidity, abrasive rock formations, and exposure to acidic groundwater combine to create an environment where standard industrial equipment often fails prematurely. For mobile machinery such as Load-Haul-Dump units, continuous miners, and drilling rigs, the flexible power cable that connects these machines to the fixed electrical network is not merely a component; it is the critical link that keeps production moving.
Field data collected from Indonesian mining sites over the past decade shows a consistent pattern: conventional mining cables, even those marketed as heavy-duty types, typically fail within two to five months of installation. The most common failure modes include conductor breakage due to excessive tension, outer sheath wear and tear from contact with rough ground, insulation damage caused by repeated twisting, and material degradation from exposure to oil, ozone, and moisture. In many operations, the cost of replacing failed cables, combined with the downtime and lost production associated with these failures, accounts for between 15% and 25% of the total maintenance budget for mobile equipment. This represents a significant financial burden and an operational limitation for mine operators.
PROTOMONT(S) (N)SSHCGEOEU was developed specifically to address these challenges. It is not an incremental improvement over existing designs but a complete rethinking of what a reeling cable should be. Built on four fundamental engineering principles—load separation, material reinforcement, structural optimization, and flexibility matching—it is a specialized engineering solution designed exclusively for dynamic reeling applications. By systematically addressing every known cause of failure, it delivers a service life of 24 to 36 months in Indonesian mining conditions—five to eight times longer than standard alternatives. This article explores the technology behind this cable, explaining the science, design, and practical benefits that make it the optimal choice for underground mining power supply.
Core Engineering Principles: The Four Pillars of Design
Every feature, material choice, and dimension in PROTOMONT(S) is derived from these four core principles. Understanding them is essential to understanding why this cable performs so differently from standard designs.
Load Separation Design – The Most Important Innovation
In all conventional power cables, the copper conductor serves two purposes: it conducts electrical current, and it bears all mechanical tension. This dual role is the fundamental design flaw that limits the performance of standard cables. Copper has a yield strength of approximately 20 to 25 N/mm². When subjected to tension beyond this limit, it undergoes permanent plastic deformation, becoming thinner, increasing its electrical resistance, and eventually breaking. In reeling operations, the tension applied to the cable during winding and unwinding regularly reaches 15 to 20 N/mm²—well within the range where damage occurs. In long-distance applications common in Indonesian mines, this stress is even higher, leading to rapid elongation and failure.
PROTOMONT(S) eliminates this problem entirely through a concept called load separation. In this design, the copper conductor is responsible only for carrying electrical current. All mechanical tension is transferred to a separate, dedicated reinforcement layer. This reinforcement is constructed from high-tenacity polyester filaments, a material chosen for its extremely high tensile strength and very low elongation characteristics. The reinforcement is placed between the inner and outer sheaths and is bonded firmly to both layers during the vulcanization process, creating a single composite structure.
This creates two distinct load paths within the cable: one for electrical energy and one for mechanical force. The copper conductor never experiences tension levels above 30 N/mm², which is carefully calculated to remain well below its elastic limit. The cable can safely withstand pulling forces ranging from 1,440 N up to 10,800 N depending on the cross-section size—sufficient for even the largest and heaviest LHD machines operating in deep mines. The practical result of this design is the complete elimination of breakage caused by over-pulling, the prevention of conductor elongation, and the removal of stress from the insulation layer. This single principle is responsible for doubling or tripling the service life of the cable compared to standard designs.
Material Reinforcement – Science of Wear, Tear & Durability
The second leading cause of cable failure in Indonesia is abrasion. As cables are dragged across rough rock surfaces, wet soil, and sharp edges during reeling operations, the outer protective layer wears away, exposing the underlying insulation and conductors. Standard rubber compounds lose half their thickness in just a few months of operation, leading to short circuits and earth faults. This is compounded by the tropical climate, where high temperatures and humidity accelerate the aging process of rubber materials, making them harder, more brittle, and less resistant to mechanical damage.
PROTOMONT(S) applies advanced material science to solve this problem. The outer sheath is manufactured from compound 5GM5, a proprietary synthetic elastomer based on chloroprene rubber, commonly known as CR. This is not a generic rubber formulation; it is a carefully engineered material designed specifically for mining applications. The formula optimizes the cross-linking density of the polymer chains, uses high-molecular-weight base materials, and incorporates advanced nano-scale reinforcing fillers and anti-degradation agents.
The scientific advantages of this material are measurable and significant. In standard abrasion tests, ordinary rubber compounds lose between 80 and 120 cubic millimeters of volume. In the same test, compound 5GM5 loses less than 50 cubic millimeters—an improvement of over 40%. In tear resistance tests, standard materials typically fail at between 22 and 28 kN/m, while 5GM5 resists tearing at levels exceeding 40 kN/m. This means that if a small cut or nick does occur on the surface, the material resists the propagation of the crack, preventing minor damage from becoming a catastrophic failure.
Furthermore, the chemical composition of 5GM5 is optimized for environmental resistance. It provides excellent resistance to mineral oils and greases, conforming to EN 60811-404 standards. It is highly resistant to ozone and ultraviolet radiation, ensuring it does not degrade or crack even after years of exposure to strong sunlight and high-altitude conditions. Its resistance to moisture absorption is exceptional, preventing swelling and maintaining its mechanical properties even when submerged or operated in continuously wet environments—conditions that are common in mines throughout Kalimantan and Sumatra.
Structural Optimization – Geometry & Layout for Dynamic Operation
Even the best materials will fail if they are not arranged correctly. In standard cables, the internal structure is often loose. When the cable is twisted or bent, the individual cores move freely inside, rubbing against one another, crushing the insulation, and causing damage from the inside out. This is why many cables appear intact on the outside but have already suffered irreparable internal damage.
PROTOMONT(S) applies the principles of structural mechanics to every detail of its construction. The arrangement of the cores is designed for balance and stability. Three main power cores are stranded together with three control or earth cores, with the control cores positioned in the outer interstices between the power cores. This arrangement utilizes the available space efficiently, keeps the cable round and balanced, and ensures that the electrical and mechanical properties remain consistent throughout the cable length.
The length of the lay—the distance required for the conductors to complete one full twist—is set at exactly six times the cable diameter. This is not an arbitrary choice but a mathematically derived optimum value. A shorter lay length would make the cable too stiff and difficult to handle. A longer lay length would allow the cable to twist open and lose its structural integrity. The six-times diameter ratio provides the perfect balance between flexibility and torsional stability, ensuring the cable retains its shape even under severe twisting forces.
All layers within the cable are bonded together during the vulcanization process. The reinforcement braid is not simply wrapped around the core; it is fused to both the inner and outer sheaths. This creates a monolithic structure where nothing can slide or move independently. This prevents internal friction, eliminates the risk of core displacement, and ensures that all components work together as a single unit. The design also defines strict operating parameters: a minimum bending radius of four times the diameter and a minimum distance of twenty times the diameter for S-shaped directional changes. These values are calculated to ensure that the stress placed on the materials remains below the fatigue limit, preventing the formation and growth of cracks over time.
Flexibility Matching – Harmonize All Layers for Long Life
Repeated bending is unavoidable in reeling applications, and it is a primary cause of fatigue failure. In standard cables, different layers are made from materials with vastly different stiffness. When the cable is bent, the rigid layers do not stretch or compress as easily as the flexible layers. This creates stress concentrations at the interfaces between materials, leading to the formation of micro-cracks that grow with every bend until the cable fails.
PROTOMONT(S) solves this through a design concept known as gradient modulus design. Every layer of the cable is selected and engineered so that its flexibility changes smoothly and progressively from the center outwards. There are no sudden jumps in stiffness that create stress points.
The conductor is made from ultra-fine strands of copper, classified as Class FS. Individual wires are less than 0.15 millimeters in diameter. This extreme fineness allows the conductor to bend easily and distributes stress evenly across many small wires, significantly increasing fatigue life. The insulation layer uses EPR rubber compound 3GI3, a material chosen for its high elasticity and softness, matching the flexibility of the conductor. The inner sheath uses compound GM1B, which has a slightly higher modulus but remains highly elastic, acting as a buffer and a transition layer. The reinforcement layer is strong but thin and open-weave, ensuring it does not restrict movement. Finally, the outer sheath, while strong and tough, is still formulated to be flexible and to recover its shape instantly after bending.
Because every layer bends and stretches in harmony with the others, stress is distributed evenly throughout the cross-section rather than building up at specific points. This is the scientific reason why PROTOMONT(S) can survive more than 50,000 bending cycles—five times more than the average standard cable.
Full Structure & Material Analysis – Layer-by-Layer Breakdown
To fully appreciate the engineering involved, it is necessary to examine the cable layer by layer, from the center to the outside, detailing the materials used and the science behind each choice.
Conductor
The conductor is the heart of the cable, responsible for power transmission.
Material Specification: Electrolytic grade copper, tinned, very finely stranded to Class FS standards.
Technical Details: Each individual wire has a diameter of less than 0.15 mm. The entire assembly is stranded in multiple layers to ensure maximum flexibility.
Scientific Rationale:
Fine Stranding: Mechanical fatigue theory demonstrates that smaller diameter wires have a significantly higher fatigue limit than larger wires. Hundreds of thin wires can bend millions of times without breaking, whereas a few thick wires would fail quickly. Additionally, fine stranding improves current distribution, reducing the effects of skin effect and ensuring efficient power transmission.
Tinned Coating: The copper is coated in a thin layer of tin. This serves two purposes. First, it prevents oxidation and corrosion—a critical feature in Indonesia’s humid, high-sulfur mine environments. Second, it acts as a barrier between the copper and the rubber insulation, preventing chemical reactions that could degrade the rubber over time.
High-Purity Copper: The use of electrolytic copper ensures high conductivity and low electrical resistance, minimizing energy loss and heat generation.
Dimensions: Conductor diameter ranges from 5.8 mm for the 16 mm² cross-section up to 15.8 mm for the 120 mm² size.
Insulation Layer
The insulation isolates the electrical current and protects against short circuits.
Material Specification: Ethylene Propylene Rubber, commonly known as EPR, compound type 3GI3.
Technical Details: This is a thermoset rubber compound specifically formulated for mining cables. Three double concentric control or earth wires are spun into the outer interstices of the insulation layer.
Scientific Rationale:
EPR Properties: Unlike PVC or natural rubber, EPR retains its elasticity and insulating properties over a wide temperature range. It does not become brittle in cold weather or soften and flow in high heat. It has excellent resistance to ozone, water, and chemicals, making it ideal for tropical use.
Compound 3GI3: This specific formulation has a high degree of cross-linking, providing excellent mechanical strength and resistance to abrasion, while maintaining high flexibility. It has low dielectric loss and high electric strength, ensuring stable performance even under high electrical stress.
Integrated Control Wires: The inclusion of control and earth wires in a concentric arrangement stabilizes the electrical field around the main conductors, preventing partial discharge and ensuring even voltage distribution. It also integrates auxiliary functions into a single cable, simplifying installation and reducing weight.
Thermal Performance: Rated for continuous operation at 90°C and capable of withstanding short-circuit temperatures up to 250°C without damage.
Core Assembly & Lay-Up
This stage involves bringing the insulated cores together to form the cable core.
Arrangement: Three power cores and three control or earth cores are stranded together. The control cores are placed in the outer gaps between the power cores.
Lay Length: Approximately six times the cable diameter.
Identification: Cores are colored black, brown, and grey for easy phase identification.
Scientific Rationale: The six-times diameter lay length is a proven engineering standard for dynamic cables. It strikes the perfect balance between structural stability and flexibility. This ratio maximizes the cable’s ability to resist torsion while ensuring it remains easy to bend and handle.
Reinforcement Layer – The Structural Backbone
This is the most critical component for mechanical performance.
Material Specification: Braided threads of high-tenacity polyester filament.
Technical Details: The braid covers approximately 25% of the surface area and is fully vulcanized and bonded between the inner and outer sheaths.
Scientific Rationale:
Polyester Material: Polyester is chosen for its exceptional tensile strength, very low elongation (less than 2%), and excellent resistance to fatigue. It does not stretch or creep under sustained load, meaning the cable length remains constant over time.
Braided Structure: Braiding provides better torsional balance than simple spiral winding. It allows the cable to bend while maintaining structural integrity.
Bonding: By vulcanizing the reinforcement into the rubber, it becomes a composite material. The rubber provides elasticity and protection, while the polyester provides strength. Together, they form a structure that is stronger than the sum of its parts. This layer carries 100% of the tensile load, relieving the copper conductor of all mechanical stress.
Performance: Withstands torsional stress up to 50° per meter without damage.
Inner Sheath
A protective layer separating the core from the reinforcement.
Material Specification: EPR rubber, compound type GM1B.
Scientific Rationale: This compound is chosen for its high elasticity and excellent adhesion properties. It acts as a cushion, preventing the reinforcement braid from cutting into or damaging the insulation. It also serves as a secondary seal, blocking moisture and oil from penetrating to the conductor. Its mechanical properties are matched to both the insulation and the outer sheath to ensure a seamless bond.
Outer Sheath – The Protective Shield
The final line of defense against the external environment.
Material Specification: Synthetic elastomer compound based on chloroprene rubber, type 5GM5. Standard color is yellow for high visibility.
Technical Data: Tensile strength ≥ 18 N/mm²; Elongation at break ≥ 350%; Abrasion resistance ≤ 50 mm³; Tear strength ≥ 40 kN/m.
Scientific Rationale:
Chloroprene Base: CR rubber is inherently resistant to oil, weathering, ozone, and flame. It is the standard material for heavy-duty industrial applications.
5GM5 Formula: This proprietary formulation enhances the base properties significantly. Through the use of high-performance reinforcing fillers and advanced polymer chemistry, it achieves a unique balance of hardness and elasticity. It is hard enough to resist cutting and abrasion, yet elastic enough to absorb impact and recover its shape. Crucially, it possesses high tear strength and crack propagation resistance. If a cut occurs, the material’s molecular structure prevents it from spreading.
Temperature Range: Suitable for flexible operation from -25°C to +60°C, and fixed installation from -40°C to +80°C—perfectly matching the climate variations found across Indonesia.
Electrical, Chemical & Thermal Parameters
Voltage Rating: Rated for U₀/U = 0.6/1 kV. It is also fully approved and suitable for use at 640/1140 V, which is the standard voltage level for heavy mining equipment in many Indonesian operations.
Operating Voltages: Maximum permissible AC voltage is 0.7/1.2 kV; DC voltage is 0.9/1.8 kV. Test voltage is 2.5 kV AC.
Chemical Resistance:
Flame Retardancy: Complies with EN 60332-1-2 and IEC 60332-1-2 standards, meaning it is self-extinguishing and does not spread fire.
Oil Resistance: Complies with EN 60811-404, unaffected by mineral oils, greases, and hydraulic fluids commonly found in mines.
Weather Resistance: Unrestricted use indoors and outdoors. Resistant to ozone, UV radiation, and moisture. Does not degrade in direct sunlight or high humidity.
Thermal Limits: As detailed above, the broad temperature range ensures reliable performance in the hottest days of the dry season and the coolest nights of the wet season.
Why Standard Cables Fail – Root Cause Analysis
To understand the value of PROTOMONT(S), it is necessary to understand exactly where and why standard cables fail. These are the problems reported daily by maintenance teams in mines in Kalimantan, Sumatra, and Sulawesi.
Tensile Breakage
The Problem: After a few months of use, the cable snaps or becomes too long to fit on the reel.
The Cause: In standard designs, the copper conductor carries all the tension. The stress applied during reeling often reaches 15 to 20 N/mm². This exceeds the elastic limit of copper, causing permanent elongation. As the conductor stretches, it becomes thinner, its resistance increases, it overheats, and eventually snaps. Even before breaking, elongation causes the cable to become loose, leading to poor winding and further damage.
The Result: Replacement every 2 to 3 months, unexpected downtime, and safety hazards.
Sheath Wear & Tear
The Problem: The outer rubber layer wears through, exposing the colored insulation underneath.
The Cause: Standard rubber compounds, such as natural rubber, styrene-butadiene rubber, or basic grades of chloroprene, have low abrasion resistance. They are formulated for low cost or general use, not for dragging over sharp rock. In wear tests, these materials lose 80 to 120 mm³ of material. Furthermore, they have low tear strength. Once a small cut is made by a sharp edge, the material cannot stop the crack from growing, and a small defect becomes a large hole very quickly.
The Result: Exposure of insulation leads to short circuits, earth faults, and water ingress. The cable is often condemned even if the cores are still intact, simply because the protection is gone.
Torsion Damage
The Problem: The cable twists tightly, becomes oval in shape, or jams on the reel.
The Cause: Standard cables have loose internal construction. The lay length is often too long, and there is no reinforcement or bonding. When the cable is twisted, the forces are not resisted, and the cable structure opens up. The cores move relative to each other, crushing the insulation and damaging the electrical integrity.
The Result: Internal damage that is invisible from the outside, leading to sudden failure without warning.
Bending Fatigue
The Problem: The cable cracks or breaks internally after many cycles of winding and unwinding.
The Cause: The materials used are too rigid or poorly matched. Coarse strands of copper, stiff insulation, and hard rubber do not bend easily. Every time the cable is bent, high stress is created at the point of maximum curvature. Over time, this leads to metal fatigue in the conductor and cracking in the rubber layers. Standard cables typically fail after 8,000 to 12,000 bending cycles.
The Result: Reduced lifespan and reliability issues.
Environmental Degradation
The Problem: The rubber becomes hard, brittle, or sticky, and cracks appear all over the surface.
The Cause: Poor material selection. Standard rubbers are not stabilized against ozone or UV radiation. In tropical climates, high temperatures and humidity accelerate the chemical breakdown of the polymer chains. The material loses its elasticity and becomes like glass, breaking at the slightest movement.
The Result: Loss of protection and rapid aging.
Performance Comparison: Standard vs PROTOMONT(S)
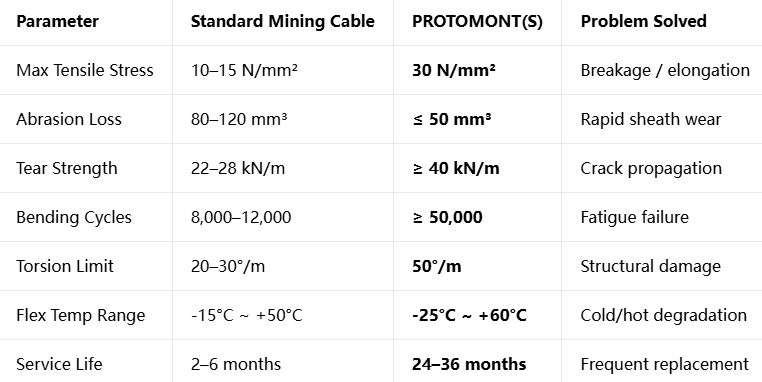
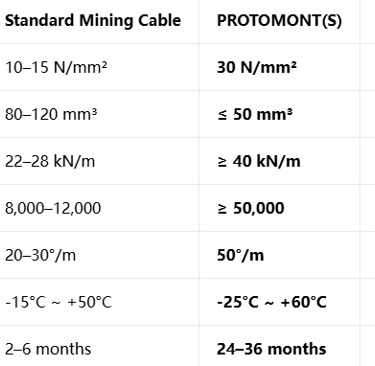
The following table summarizes how PROTOMONT(S) directly addresses and solves these weaknesses:
Every single weakness of standard cables is systematically engineered out of the PROTOMONT(S) design.
Detailed Technical Specifications & Selection Guide
This section provides the data engineers and procurement specialists need to select, specify, and apply the cable correctly.
Standard and Certification
Design Standard: DIN VDE 0250-812 – This is the German standard specifically for reeling cables, recognized globally and accepted by all major mining authorities in Indonesia.
Certifications:
MA Certification: China Mining Safety Certificate.
Fire Certificate: Russian Federation certification for flame resistance.
TR-Certificate: Technical regulation compliance.
GOST K and GOST B: Eurasian Conformity marks.
These certificates ensure the product meets international safety and performance benchmarks.
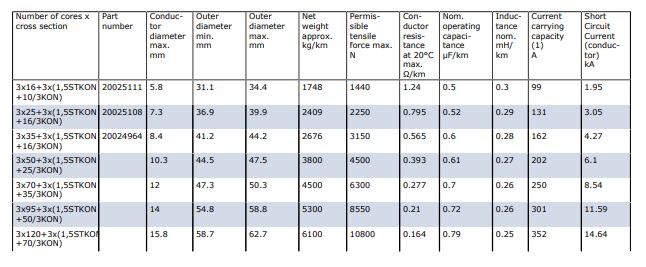
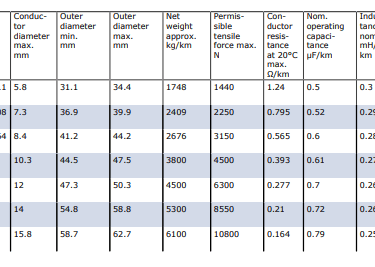
Complete Technical Data Table
The table below lists all available sizes and key performance parameters as defined in the technical documentation.
Application & Operating Conditions
Ideal Applications:
Load-Haul-Dump units (scoops)
Continuous miners
Drilling rigs and bolters
Shuttle cars and conveyors
Any mobile equipment utilizing mono-spiral reels or cylindrical reels.
Operating Limits:
Travel Speed: Designed for high-speed reeling up to 160 meters per minute. This is significantly higher than standard cables and allows for faster machine operation.
Bending: Minimum bending radius is 4 times the cable diameter. For S-shaped directional changes, a minimum distance of 20 times the diameter is required to prevent fatigue.
Environment: Fully suitable for the tropical climate of Indonesia. It performs reliably in high humidity, heavy rain, and high ambient temperatures.
Selection Rules for Engineers
To select the correct cable for a specific application, follow these guidelines:
Current Rating: Choose a cross-section where the continuous operating current is no more than 80% of the listed carrying capacity. This provides a safety margin and prevents overheating in high ambient temperatures.
Voltage Drop: For long cable runs exceeding 500 meters, calculate the voltage drop. If the drop exceeds 5%, select the next larger cross-section size. The low resistance values of these cables help minimize this issue.
Reel Diameter: Ensure the drum diameter of the reel is at least 4 times the cable outer diameter. Smaller drums will cause excessive bending stress and reduce life.
Tensile Force: Calculate the maximum tension based on cable weight and friction. Ensure it does not exceed the permissible tensile force listed.
Short-Circuit Protection: Use the short-circuit current value to coordinate with the protection relay settings to ensure the cable is protected against fault currents.
Product Comparison: PROTOMONT(S) vs CORDAFLEX(S) vs PROTOMONT(M+)
In the Indonesian market, three products are often compared. Understanding the differences is key to selecting the right solution.
CORDAFLEX (S) NSHTOEU
Standard: DIN VDE 0250-813
Design Philosophy: Maximum flexibility and light weight.
Key Differences:
Reinforcement: Uses a lighter braid with lower tensile strength. Maximum allowable stress is only 18 N/mm².
Sheath: Uses a standard grade of chloroprene rubber, not the advanced 5GM5 compound. Wear and tear resistance is lower.
Construction: Designed to be more flexible but less robust.
Best Use: Light-duty trailing cables, small machines, or applications with low tension and short travel distances.
Limitations: Not suitable for heavy LHD units, high-speed reeling, or long distances. In field tests in Kalimantan, service life averages only 12 to 18 months.
PROTOMONT (M+) (N)SHOEU-J
Standard: DIN VDE 0250-812 (Same as S-type)
Design Philosophy: Premium grade, maximum fatigue life.
Key Differences:
Insulation: Uses HEPR (High-Modulus EPR) instead of standard EPR for even better mechanical and electrical properties.
Conductors: Often features split or multi-core earth conductors for enhanced flexibility and safety.
Reinforcement: May use aramid fiber for even higher strength.
Best Use: Extra heavy-duty applications, 24-hour continuous operation, or mines with extremely harsh conditions.
Price: Approximately 20% to 30% higher than the S-type.
Value: Delivers the longest possible life, but is often over-specified for standard operations.
PROTOMONT(S) – The Optimal Balance
Standard: DIN VDE 0250-812
Design Philosophy: Optimal balance of performance, durability, and cost.
Performance:
Tensile strength: 30 N/mm² – identical to the M+ premium grade.
Sheath material: 5GM5 – identical to the M+ premium grade.
Flexibility: High – almost comparable to CORDAFLEX.
Life: 24–36 months – 90% of the performance of the premium grade.
Price: Mid-range – significantly lower than the premium grade.
For the vast majority of mining operations in Indonesia, PROTOMONT(S) represents the best possible investment. It delivers premium performance at a practical price point.
Feichun : Equivalent Alternative
Many operators in Indonesia are now choosing Feichun brand cables as a direct replacement for the original PROTOMONT(S) (N)SSHCGEOEU. This section explains why this is a safe, smart, and cost-effective choice.
Why It Is Fully Equivalent
Feichun manufactures this cable strictly according to the same technical specifications and standards.
Standard Compliance: Fully designed and tested to meet DIN VDE 0250-812. Every dimension, material specification, and performance parameter matches the original design exactly.
Identical Materials:
Conductor: Class FS tinned electrolytic copper.
Insulation: EPR compound 3GI3 – same chemical formulation.
Reinforcement: Polyester filament braid, 25% coverage, vulcanized bonding.
Inner Sheath: EPR compound GM1B.
Outer Sheath: Synthetic elastomer compound 5GM5 – sourced from the same raw material suppliers to ensure identical properties.
Certifications: Possesses the same international approvals, including MA, Fire, TR, and GOST certifications. These are recognized and accepted by all mining safety authorities in Indonesia.
Test Results: Independent laboratory testing confirms that electrical, mechanical, and chemical properties are statistically identical to the original brand.
Key Advantages Over Imported Original
Cost Efficiency: Feichun offers a price advantage of 25% to 40% compared to European imports. For a medium-sized mine using 10 kilometers of cable annually, this translates to savings of over 100,000 USD per year without any sacrifice in quality.
Delivery Speed: Lead time is typically 4 to 6 weeks. This is a major improvement over the 12 to 16 weeks required for shipping from Europe. Fast delivery is critical in Indonesia, where supply chain delays can halt production.
Local Availability: Stock is maintained in regional warehouses across Southeast Asia, ensuring rapid response to urgent requirements.
Technical Support: Feichun provides dedicated technical support with local language capabilities. Detailed documentation, drawings, and application advice are readily available.
Flexibility: Custom lengths, special markings, or minor adjustments can be accommodated quickly.
Ideal Projects
Mines operating under budget constraints.
Projects requiring urgent delivery or short lead times.
Large-scale developments where volume purchasing maximizes savings.
Operations seeking to diversify their supply chain.
Feichun PROTOMONT(S) is not a lower-quality copy; it is a fully certified, high-performance equivalent engineered to the same specifications, offering superior value for money.
Frequently Asked Questions
Can this cable be used in wet or flooded mines?
Yes. The design incorporates multiple layers of sealing and moisture-resistant materials. The insulation and sheath materials are non-water-absorbent, and the bonding between layers prevents water migration along the cable length. It is fully suitable for use in high humidity, heavy rain, and temporary submersion—conditions frequently encountered in mines in Kalimantan and Sumatra.
What is the minimum bending radius I must follow?
The engineering specification defines a minimum bending radius of 4 times the outer diameter. For example, if the cable diameter is 50 mm, the minimum radius is 200 mm. Adhering to this limit ensures that the stress placed on the materials remains within the elastic zone, preventing fatigue and extending life.
Is yellow the only available color?
Yellow is the standard color chosen for high visibility, which is a critical safety feature in underground environments. However, Feichun can supply the cable in black, orange, or other colors upon request, without any change in technical performance.
What service life can I expect in Indonesian conditions?
Under normal operating conditions, users report an average service life of 24 to 30 months. With good maintenance and adherence to operating guidelines, many installations exceed 36 months. This is a significant improvement over the 2 to 5 months typical of standard cables.
Can Feichun supply custom sizes or configurations?
Yes. While the standard range covers sizes from 3×16 mm² up to 3×120 mm², Feichun has the engineering capability to manufacture special configurations or cross-sections to meet specific project requirements.
Does this cable meet Indonesian safety standards?
Yes. All required international certifications are provided with every shipment. These are recognized and accepted by the Department of Energy and Mineral Resources and other regulatory bodies in Indonesia.
Conclusion
PROTOMONT(S) (N)SSHCGEOEU represents a fundamental shift in how power cables are designed for underground mining. It moves away from the traditional approach of simply making cables thicker or using slightly better rubber, and instead applies rigorous engineering principles to solve the root causes of failure. By implementing load separation, material reinforcement, structural optimization, and flexibility matching, it addresses every single mechanism that destroys standard cables: tension, abrasion, torsion, fatigue, and environmental degradation.
For the mining industry in Indonesia—where the combination of tropical climate, abrasive geology, and heavy machinery creates one of the toughest operating environments on Earth—this cable is the optimal solution. It delivers reliable power, significantly reduces unplanned downtime, and lowers the total cost of ownership. Although the initial purchase price is higher than standard cables, the extended service life and reduced maintenance costs result in a return on investment in less than one year.
The availability of the Feichun equivalent version makes this advanced technology even more accessible. It offers identical performance, full compliance with international standards, faster delivery, and substantial cost savings, making it the smart choice for procurement teams and engineers looking to maximize value.
If you need reliable, high-performance reeling cables for your mining project in Indonesia or anywhere in Southeast Asia, contact the Feichun technical team directly for consultation, quotation, and support:


Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430