Anhui Feichun Special Cable Co.,Ltd



PROTOMONT TBM MV Cables: How (N)TSCGECWOEU Reeling Cable Solves Frequent Failures in Harsh TBM Mining & Tunneling Environments
PROTOMONT TBM medium voltage reeling cable, with type designation (N)TSCGECWOEU, is engineered exclusively for tunnel boring machines and underground mining operations. This article explores its design principles, material science, structural innovation, performance advantages, and how it overcomes common failure modes of standard cables in harsh environments, including detailed comparisons, technical specifications, and practical guidance for engineers and procurement professionals.
Li Wang
6/8/202617 min read

Introduction
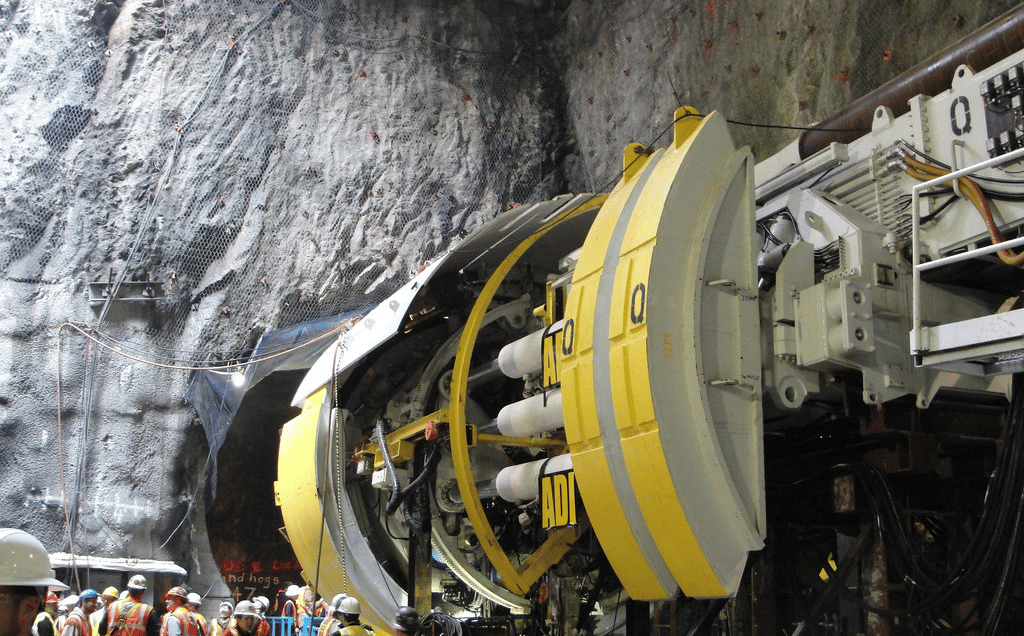
In the complex and demanding world of underground mining and tunnel construction, the tunnel boring machine (TBM) stands as a critical piece of equipment. It operates in environments that combine high mechanical stress, extreme temperatures, chemical exposure, and continuous dynamic movement. At the heart of every TBM’s operation is its power supply system, and the cable that delivers medium voltage (MV) power to the machine is arguably the most vulnerable link in the entire setup.
For decades, engineers and project managers have faced a persistent problem: standard medium voltage cables, designed primarily for static, fixed installations, fail frequently when used as reeling cables for TBMs. These failures lead to unplanned downtime, costly repairs, safety hazards, and significant delays in project timelines, issues that are especially prevalent in the challenging geological and environmental conditions found across Indonesia—from the hard rock mines of Papua to the high-humidity tunnel projects in Java and Sumatra.
The PROTOMONT TBM series, with its specific type designation (N)TSCGECWOEU, developed by Prysmian Group and equivalently offered by Feichun Cables, represents a fundamental shift in cable engineering. It is not simply an upgraded version of a standard power cable; it is a system engineered from the ground up to meet the unique requirements of dynamic, harsh-environment applications. This article provides a comprehensive analysis of this specialized cable, breaking down its construction, material science, performance characteristics, and the specific engineering solutions it provides to the problems that have long plagued the industry.
Basic Information and Technical Specifications
Core Identification and Standards
The PROTOMONT TBM cable is classified under the type code (N)TSCGECWOEU, a designation defined in accordance with DIN VDE 0250-813, the leading German standard for cables used in mining and heavy industry. This standard is internationally recognized and forms the basis for safety and performance requirements in many countries, including Indonesia, where adherence to VDE, IEC, and EN standards is a prerequisite for major infrastructure and mining projects.
In addition to VDE standards, this cable series complies with GOST K and GOST B specifications and holds a Fire Certificate issued by the Russian Federation, demonstrating its compliance with rigorous international safety regulations. It is also designed to meet or exceed requirements set by IEC 60502, EN 60332, and EN 60811, covering everything from electrical performance to mechanical testing and fire behavior.
Voltage Ratings and Cross-Sectional Range
One of the key strengths of the PROTOMONT TBM range is its broad coverage of voltage requirements, making it suitable for TBMs of all sizes and power classes. The standard rated voltage levels available are:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
14/25 kV
18/30 kV
These ratings correspond to maximum permissible operating voltages ranging from 4.2/7.2 kV up to 20.8/36 kV for AC systems, and 5.4/10.8 kV up to 27/54 kV for DC applications. Each design undergoes rigorous AC voltage testing, from 11 kV for the 6 kV class up to 43 kV for the 30 kV class, ensuring a substantial safety margin during operation.
The cable construction follows a multi-core design optimized for TBM applications: 3 main power cores + 3 monitoring cores + 3 control cores + 6 auxiliary cores. The standard cross-sections for the power conductors range from 25 mm² to 120 mm², while the monitoring and control sections typically range from 2.5 mm² to 16 mm². Common configurations include 3×25+3×16/3E+3×2.5ST+6UEL, 3×70+3×35/3E+3×2.5ST+6UEL, and 3×120+3×70/3E+3×2.5ST+6UEL, covering power requirements from small utility machines to large, high-power TBMs used in major infrastructure projects.
Key Technical Parameters
The design specifications reflect a focus on durability and performance under dynamic load:
Maximum Tensile Load: 15 N/mm² – significantly higher than the 4–6 N/mm² typical for standard cables.
Torsional Resistance: 25°/m – designed to withstand the twisting forces generated as the cable is wound and unwound, or when the TBM changes direction.
Bending Radius: Compliant with DIN VDE 0298 Part 3, allowing for tight bending without damage, essential for compact reel systems.
Travel Speed: Rated for continuous operation at speeds up to 30 m/min, suitable for high-speed reeling systems found in modern tunneling projects.
Temperature Range:
Fixed installation: -40°C to +80°C
Fully flexible operation: -20°C to +60°C
Conductor short-circuit temperature: 250°C for up to 5 seconds
These parameters are specifically chosen to match the environmental conditions found in Indonesia, where ambient temperatures can range from cool mountainous regions to hot, humid lowlands, and where exposure to direct sunlight, rain, and high levels of dust is common.
Primary Applications and Operating Conditions
The primary application of the PROTOMONT TBM cable is as a reeling power supply cable for tunnel boring machines in underground mines and civil engineering tunnel construction sites. This includes:
Hard rock mining operations
Soft ground tunneling for railways, highways, and urban transit systems
Hydroelectric power project tunnels
Underground infrastructure development
The typical operating conditions these cables face are among the harshest in any industry:
Continuous Dynamic Motion: The cable is subjected to repeated winding, unwinding, bending, and flexing—often hundreds of times per day.
Mechanical Stress: High tensile loads, lateral compression, torsion, and impact from falling debris or heavy machinery.
Environmental Exposure: Exposure to water, mud, slurry, hydraulic oil, grease, ozone, and UV radiation.
Thermal Stress: Wide fluctuations in temperature, combined with heat generated by high electrical loads.
Space Constraints: Operation in confined spaces where bending radii cannot always be maintained perfectly.
Core Characteristics and Competitive Advantages
Key Features of PROTOMONT TBM
The PROTOMONT TBM series is defined by a set of characteristics that distinguish it fundamentally from standard power cables:
Superior Electrical Performance: The cable utilizes a three-layer semi-conductive shielding system combined with high-grade EPR insulation. This design ensures a uniform electric field distribution, minimizing partial discharge and dielectric loss, which are the primary causes of insulation breakdown in dynamic applications. The integrated monitoring conductors allow for continuous insulation health assessment, providing early warning of potential faults.
Exceptional Mechanical Durability: From the finely stranded conductor to the high-strength outer sheath, every component is engineered for flexibility and fatigue resistance. The cable resists tensile deformation, torsional fatigue, and abrasion. Unlike standard cables that become brittle or crack after repeated movement, this design retains its mechanical integrity over millions of flexing cycles.
Unmatched Environmental Resistance: The materials selected—specifically EPR for insulation and chloroprene rubber (CR) for the outer sheath—are chemically inert and highly resistant. The cable is resistant to oil, grease, ozone, moisture, and weathering. It is certified for unrestricted use both indoors and outdoors, making it suitable for the varied climate zones across Indonesia.
Enhanced Safety: Safety is paramount in mining and tunneling. The cable meets EN 60332-1-2 and IEC 60332-1-2 flame retardancy standards. It is designed to be low-smoke and halogen-free, ensuring that in the unlikely event of a fire, the release of toxic or corrosive gases is minimized, protecting personnel and sensitive equipment.
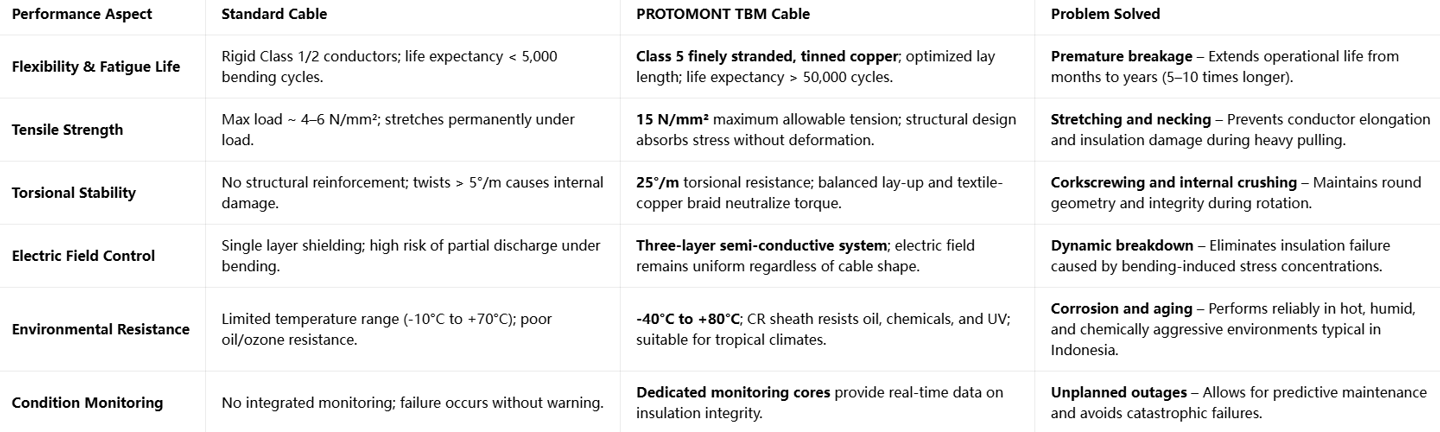
Differentiated Advantages: Solving Problems Standard Cables Cannot
To understand the true value of the PROTOMONT TBM design, it is necessary to compare it directly with standard MV cables and understand why standard designs fail in TBM applications.
Why Standard Cables Fail
Standard medium voltage cables, such as those built to DIN VDE 0271, are designed for static installation. They are intended to be laid in ducts, buried, or fixed to structures, remaining largely immobile throughout their service life. When applied to TBM reeling duties, several critical failure modes emerge:
Conductor Breakage (Fatigue Failure): Standard cables use Class 2 or Class 1 conductors—solid or rigidly stranded. When bent or flexed repeatedly, the copper strands experience high mechanical strain. Over time, this leads to work hardening, cracking, and eventual breakage. In Indonesian mining conditions, where operations run 24/7, this can happen in as little as 3 to 6 months.
Insulation Degradation and Breakdown: Standard insulation materials (such as PVC or basic XLPE) are rigid or have poor resistance to partial discharge. When a cable bends, the insulation thickness changes, creating areas of high electrical stress. Combined with mechanical wear and chemical attack, the insulation degrades rapidly, leading to electrical faults or short circuits.
Sheath Failure: Standard PVC or PE sheaths offer limited resistance to oil, abrasion, and ozone. In the damp, oily environments of a tunnel or mine, these sheaths crack, swell, or disintegrate within a year or two, exposing the core components to damage.
Twisting and Distortion: Standard cables lack anti-torsion design. When the TBM moves or the cable is pulled unevenly, the cable twists. This creates internal stress, crushes the insulation, and causes the cable to "corkscrew," making it difficult to reel properly and leading to rapid failure.
How PROTOMONT TBM Overcomes These Limitations
The PROTOMONT TBM cable is engineered specifically to counter these failure mechanisms. It represents a paradigm shift from "static design" to "dynamic design philosophy."
The Core Value Proposition: PROTOMONT TBM is not just a better cable; it is a complete system solution. It transforms the power supply from a high-maintenance liability into a reliable, predictable component of the TBM operation. This is why it has become the standard choice for major projects worldwide, including many landmark infrastructure developments in Indonesia.
Structural Design and Material Science Analysis
The performance of PROTOMONT TBM is not accidental; it is the result of precise material selection and structural engineering. Every layer, from the center conductor to the outer jacket, is designed based on established scientific principles in materials science, mechanics, and electrical engineering. Below is a detailed breakdown from the inside out.
Layer 1: Conductor – High-Flexibility Tinned Copper
Structure: The conductor is constructed as a Class 5 finely stranded copper conductor, with each strand coated in tin. The stranding follows a specific lay pattern designed to maximize flexibility while maintaining tensile strength. The main power cores are arranged centrally, while control and monitoring cores are positioned in the outer interstices to optimize space and mechanical balance.
Material: High-purity electrolytic copper (minimum 99.99% purity) with a tin plating layer.
Scientific Principles and Design Logic:
Electrical Principle: Copper is chosen for its high conductivity (58 MS/m at 20°C), ensuring minimal power loss and efficient transmission of high currents. The resistance is strictly controlled (e.g., max 0.795 Ω/km for 25 mm²) to meet IEC standards.
Mechanical Principle: Fine stranding follows the principle that flexibility is inversely proportional to the square of the wire diameter. By using many small-diameter wires instead of a few large ones, the strain experienced by each individual wire during bending is reduced from over 5% (which exceeds the yield strength of copper) to less than 1%—well within the elastic limit. This drastically reduces fatigue and work hardening.
Corrosion Principle: Tin plating provides cathodic protection. Tin is more electrochemically noble than copper. In the event of moisture ingress or chemical exposure, the tin acts as a sacrificial anode, corroding preferentially and protecting the copper conductor from oxidation and degradation. Furthermore, tin improves the compatibility and adhesion between the copper and the rubber insulation, preventing slippage and abrasion between layers during movement.
Layer 2: Insulation and Shielding System – The Electrical Heart
This is the most critical part of the design, where electrical safety and long-term reliability are determined. It consists of three distinct parts: Inner Semi-conductive Screen → Insulation Layer → Outer Semi-conductive Screen.
Inner Semi-conductive Layer
Material: PROTOLON, a proprietary special compound based on Ethylene Propylene Rubber (EPR).
Function: Forms a smooth, conductive interface directly over the copper strands.
Engineering Principle: The surface of a stranded conductor is not perfectly smooth; it has microscopic peaks and valleys. Without this layer, these irregularities create intense local electric fields (field enhancement) that cause partial discharge and eventual insulation failure. By applying a semi-conductive layer (resistivity between 10² and 10⁴ Ω·cm), the surface becomes an equipotential surface, smoothing out the electric field and eliminating these hotspots.
Insulation Layer
Material: PROTOLON EPR (Ethylene Propylene Rubber), Compound Type GM1B.
Scientific Principles:
Material Science: Unlike thermoplastics like XLPE or PVC, EPR is a thermoset elastomer. Its molecular structure is fully saturated, meaning it contains no double bonds that are susceptible to oxidation or ozone attack. This makes it inherently resistant to aging, weathering, and corona discharge. It maintains its properties over a wide temperature range and remains flexible even at low temperatures.
Electrical Properties: EPR has a low dielectric constant (~2.5) and very low dielectric loss factor (<0.001). This means it generates very little heat under high voltage stress and does not contribute to energy loss. It is capable of withstanding high electrical stresses (rated at > 4 kV/mm) and is highly resistant to treeing—the formation of microscopic channels that lead to breakdown in other materials.
Thermal Stability: With a continuous operating temperature of 90°C and short-circuit rating of 250°C, it offers superior thermal performance compared to rubber or PVC, allowing for higher current carrying capacity and greater safety margins.
Outer Semi-conductive Layer
Material: Same PROTOLON EPR-based semi-conductive compound as the inner layer.
Function: Applied over the insulation, in intimate contact with the metal screen.
Engineering Principle: This layer ensures that the electric field is contained entirely within the insulation material. It eliminates air gaps between the insulation and the metal shield, which are common sources of partial discharge. It also acts as a mechanical buffer, preventing the metal braid from cutting into the insulation during bending or compression.
Metal Screen / Shield
Structure: Single concentric copper/textile mixed braid.
Scientific Principles:
Electromagnetic Compatibility: The copper braid provides a low-resistance path for capacitive charging currents and protects the cable and surrounding equipment from electromagnetic interference (EMI).
Fault Protection: In the event of an earth fault, the braid acts as the earth conductor, carrying the fault current safely back to the source.
Mechanical Design: The inclusion of textile fibers in the braid is a key innovation. Pure copper braids are rigid and prone to breaking under repeated flexing. The textile-copper blend increases flexibility and fatigue resistance while maintaining the required conductivity and coverage (typically >85%).
Layer 3: Core Assembly and Filling – Mechanical Balance
Structure: The three main cores, three monitoring cores, and three control cores are laid up together with a specific lay length. The gaps between the cores are filled with semi-conductive rubber profiles.
Material: Semi-conductive EPR rubber.
Design Logic:
Round Geometry: Maintaining a perfect circular cross-section is essential for even pressure distribution during reeling. The filling ensures the cable remains round, preventing flat spots or ovalization which cause uneven stress.
Stress Dissipation: The semi-conductive filling ensures the entire cable cross-section is at a uniform potential, eliminating electrical stress between cores. Mechanically, the flexible fill absorbs the forces generated when the cable is bent or compressed, preventing the cores from rubbing against each other and wearing down the insulation.
Structural Stability: The lay length is optimized (approx. 6x the diameter) to balance flexibility with structural stability, ensuring the cable does not unravel or change length under tension.
Layer 4: Inner Sheath – Sealing and Isolation
Material: Vulcanized rubber, based on EPR, Compound Type GM1B.
Function: Provides a continuous, sealed barrier between the core assembly and the outer protective layers.
Scientific Principles:
Hermetic Sealing: Being fully vulcanized (cross-linked), the material has no open porosity. It blocks the ingress of water, dust, and chemical contaminants.
Electrochemical Isolation: It separates the copper shielding from the outer metallic or conductive elements, preventing galvanic corrosion that occurs when dissimilar metals come into contact in the presence of moisture.
Shock Absorption: The elastic nature of EPR provides a cushion against mechanical impacts.
Layer 5: Outer Sheath – The Ultimate Protection
Material: PROTOFIRM, a synthetic elastomer compound based on Chloroprene Rubber (CR), Compound Type 5GM5, typically colored bright red for high visibility.
Material Science and Engineering Principles:
This is arguably the most critical layer for survival in harsh environments, and CR is chosen for its unique combination of properties derived from its chemical structure:
Oil and Chemical Resistance: CR is a polar rubber. Its molecular structure has a high affinity for itself and low affinity for non-polar substances like mineral oils and greases. It swells very little (<5% volume change) when exposed to hydraulic fluids or diesel, unlike natural rubber or SBR which dissolve or swell significantly. This is vital in the oily environments found in TBM operations.
Weather and Ozone Resistance: The carbon-chlorine bond in CR is highly stable and resistant to UV radiation and ozone attack. While standard rubber sheaths crack within months in tropical sunlight or high-ozone environments, CR remains intact for years.
Mechanical Toughness: CR has high tensile strength (>15 MPa), high tear resistance (>40 kN/m), and excellent abrasion resistance. It is formulated to withstand the friction of being dragged over rock, concrete, or steel surfaces.
Flame Retardancy: CR contains chlorine atoms in its polymer chain. When exposed to fire, it releases hydrogen chloride gas which inhibits combustion and creates a char layer that insulates the underlying material. This makes it inherently flame retardant, meeting the strictest standards like EN 60332.
Temperature Performance: It retains its elasticity from -40°C up to +80°C, covering the extreme conditions found in high-altitude mines and tropical lowlands alike.
Layer 6: Monitoring Conductors – Intelligent Safety
Structure: Three dedicated cores with PE insulation and copper/textile braid, integrated within the cable structure.
Function: Continuous monitoring of insulation resistance and capacitance.
Engineering Principle: By monitoring the electrical properties of the cable insulation, operators can detect early signs of water ingress, mechanical damage, or aging. This shifts maintenance from reactive (repair after failure) to predictive (replace before failure), a critical safety and operational advantage in remote or difficult-to-access sites.
Comparative Analysis – Failure Mechanisms and Solutions
To fully appreciate the engineering of PROTOMONT TBM, we must examine exactly how standard cables fail and how the specific technologies in this model counteract those mechanisms.
Why Standard Cables Fail in Dynamic and Corrosive Environments
The failure of a standard cable in TBM service is rarely a single event; it is a chain reaction of mechanical, electrical, and chemical degradation.
1. Mechanical Fatigue Failure (60% of all failures)
The Mechanism:
Standard cables use rigid stranding and hard materials. When bent, the outer surface of the conductor stretches. In a Class 2 conductor, the strain can exceed the elastic limit of copper. With every bend, microscopic cracks form in the copper strands. These cracks propagate until the wire snaps. As more wires break, the load is concentrated on fewer remaining wires, leading to rapid cascading failure.
The Result: High resistance joints, overheating, and eventual open circuit.
Common in: Frequent reeling operations, tight bend radii.
2. Electrical Breakdown (25% of all failures)
The Mechanism:
Standard insulation systems are not designed for deformation. When the cable bends, the insulation on the inside of the bend compresses and thins, while the outside stretches and becomes thinner. This creates a variation in insulation thickness. Since voltage stress is inversely proportional to thickness, the electrical field spikes in the thin areas. Combined with air gaps from poor shielding, this creates partial discharge. Over time, this erodes the insulation, creating channels called "water trees" or "electrical trees" that lead to flashover.
The Result: Short circuit, ground fault, catastrophic failure.
Common in: High humidity, high voltage, aged cables.
3. Environmental Degradation (15% of all failures)
The Mechanism:
Standard sheaths (PVC, PE, NR) are chemically susceptible. In the presence of oil, ozone, or high temperature, the polymer chains break down (chain scission). The sheath becomes brittle, cracks, or swells. Once the sheath fails, moisture enters, leading to corrosion of the copper screen and swelling of the insulation. This accelerates electrical failure.
The Result: Loss of protection, water ingress, corrosion.
Common in: Mining environments, tropical climates, exposure to hydraulic fluids.
How PROTOMONT TBM Technology Solves These Issues
Solution to Mechanical Failure: Mechanics of Flexibility
Class 5 Tinned Copper: Reduces strain per strand to below the fatigue limit. The tin coating acts as a solid lubricant, reducing friction between strands.
Optimized Lay Lengths: The lay length of the conductor, cores, and overall cable is calculated to ensure that during bending, the components roll rather than slide or stretch.
Balanced Construction: The inclusion of control cores and filling materials creates a balanced structure that distributes torsional forces evenly, preventing twisting and internal crushing.
Elastomeric Materials: All insulation and sheath materials are elastomers—materials designed to stretch and return to their original shape millions of times without permanent deformation.
Solution to Electrical Failure: Field Theory Applied
Uniform Electric Field Design: The triple-layer semi-conductive system ensures that regardless of how the cable is bent or deformed, the electric field lines remain perpendicular to the insulation surface and evenly distributed. There are no "hot spots."
EPR Insulation Chemistry: EPR does not degrade under partial discharge or water treeing. Its chemical structure is resistant to the electrochemical processes that destroy other insulations.
Continuous Monitoring: The system detects degradation before it reaches the point of breakdown.
Solution to Environmental Failure: Material Science Mastery
CR Sheath Chemistry: Chloroprene rubber is selected specifically for its chemical inertness. It is resistant to hydrolysis, oxidation, and chemical attack. It acts as a barrier that is impermeable to water and resistant to the solvents and oils found in tunneling.
Vulcanized Bonding: All layers are bonded together during the vulcanization process. This prevents the "wicking" effect, where water travels longitudinally inside the cable between layers.
Feichun– Equivalent Alternative
For many projects in Indonesia and Southeast Asia, sourcing specialized European cables can present challenges regarding lead times and cost. Feichun Cables offers an equivalent version of the (N)TSCGECWOEU design, providing the same level of performance with distinct commercial advantages.
Technical Equivalence
The Feichun PROTOMONT TBM equivalent cable is manufactured to exactly the same standards:
Design Standard: DIN VDE 0250-813 compliant.
Material Specifications: Utilizes Class 5 tinned copper, EPR insulation (GM1B equivalent), and CR outer sheath (5GM5 equivalent).
Performance Parameters: Matches the original specifications for tensile strength (15 N/mm²), torsion (25°/m), temperature range, and electrical ratings.
Certifications: Meets IEC, EN, and GOST standards, ensuring compliance with local Indonesian regulations and international project requirements.
Key Advantages
Cost Efficiency: By optimizing manufacturing processes and supply chain logistics, Feichun offers the cable at a significantly lower price point without compromising on material quality or performance. This results in substantial savings for large-scale projects, a critical factor in the competitive Indonesian market.
Shorter Delivery Times: With manufacturing facilities and stock holding strategies optimized for the Asian market, delivery lead times are reduced from months to weeks. This is essential for projects facing tight construction schedules or urgent replacement requirements.
Customization: Feichun provides flexibility in configuration, allowing for adjustments to core counts or special marking requirements to suit specific project needs.
Reliability: The product undergoes the same rigorous testing protocols—including tensile testing, bending cycles, oil immersion, and high voltage testing—ensuring it performs identically to the original design in the harsh environments of Indonesian mines and tunnels.
Choosing the Feichun equivalent means engineers and procurement managers can access world-class technology that solves the specific failure modes discussed above, while optimizing their budget and timeline.
Frequently Asked Questions
Q: What is the difference between this cable and a standard rubber reeling cable?
A: Standard rubber cables are often built to DIN VDE 0282 or similar standards, intended for light industrial use. They usually have lower tensile strength (max 4–6 N/mm²), basic insulation, and simple sheaths. PROTOMONT TBM is built to DIN VDE 0250-813, the highest standard for mining cables. It features Class 5 conductors, triple-layer shielding, high-grade EPR insulation, and CR sheathing. It is designed for continuous heavy-duty dynamic use, whereas standard rubber cables are for intermittent or light use.
Q: Can this cable be used in permanent fixed installations?
A: Yes. While optimized for reeling and dynamic use, the electrical and mechanical properties make it excellent for fixed installations as well. Its wide temperature range (-40°C to +80°C) and superior environmental resistance make it more durable than standard fixed cables, especially in outdoor or harsh industrial settings.
Q: How do I select the correct cross-section and voltage rating?
A: Selection depends on three factors:
System Voltage: Match the cable rating to the nominal system voltage (e.g., 10 kV systems require 6/10 kV or 8.7/15 kV cables).
Current Load: Calculate the maximum continuous current and select a cross-section based on the current carrying capacity table (ranging from 131 A for 25 mm² up to 371 A for 120 mm²).
Voltage Drop: For long distances, ensure the cross-section is large enough to keep voltage drop within acceptable limits.
Always refer to the technical tables provided in the catalog or consult with the engineering team.
Q: Is the cable suitable for use in underground mines in Indonesia?
A: Absolutely. The cable meets GOST standards and EN 60332 flame retardancy requirements, which align with the safety regulations enforced by the Ministry of Energy and Mineral Resources in Indonesia regarding mining safety. Its resistance to high humidity, heat, and chemical contaminants makes it ideal for local geological conditions.
Q: What maintenance is required?
A: One of the benefits of this design is low maintenance. However, best practices include:
Regular visual inspection for cuts or abrasions.
Monitoring the integrated monitoring conductors for insulation resistance trends.
Ensuring proper reel tension to avoid excessive slack or over-tightening.
Avoiding operation below the minimum bending radius.
Conclusion
The PROTOMONT TBM series, identified by the type code (N)TSCGECWOEU, represents a landmark achievement in cable engineering. It moves beyond the limitations of static cable design to create a product that is intrinsically suited to the dynamic, harsh, and demanding environments of tunnel boring and underground mining.
By re-engineering every component—from the Class 5 tinned copper conductor and the EPR-based triple-layer shielding system to the CR outer sheath—designers have addressed the root causes of failure: mechanical fatigue, electrical breakdown, and environmental degradation. The result is a cable that offers 5 to 10 times the service life of standard alternatives, with significantly higher safety margins and operational reliability.
For engineers and procurement professionals in Indonesia, where geological and climatic conditions are among the most challenging in the world, this technology is not just an upgrade; it is a necessity. The availability of high-quality equivalents from manufacturers like Feichun Cables ensures that this critical technology is accessible, affordable, and available with lead times that match the pace of modern construction.
In an industry where downtime costs thousands of dollars per hour, investing in a cable system designed to solve the problems that others cannot is the most logical and profitable decision.
If you require further technical specifications, pricing, or wish to purchase PROTOMONT TBM equivalent cables, please contact the Feichun technical and sales team at Li.wang@feichuncables.com.



Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430