Anhui Feichun Special Cable Co.,Ltd



How to Solve High-Speed Mechanical Stress and VFD EMI Failures in Indonesian Cranes: A Deep Dive into Rheyfestoon (N)3GRDCG5G Festoon Cable
A comprehensive engineering guide to modern crane cable challenges in Indonesia, focusing on high-speed mechanical stress and VFD-induced electromagnetic interference (EMI). Learn why unscreened festoon cables fail and how Rheyfestoon (N)3GRDCG5G—with 240 m/min speed capability, 80% EMC shielding, and HEPR insulation—delivers superior reliability in ports, steel plants, and automated industries.
Li Wang
4/16/20267 min read

Introduction: The Hidden Failure Crisis in Modern Indonesian Crane Systems
Indonesia’s industrial landscape is undergoing one of the most aggressive modernization drives in Southeast Asia. With ports handling over 15 million TEUs annually and steel production exceeding 15 million tonnes, the country has rapidly embraced automated container handling, smart manufacturing, and high-duty-cycle material movement. At the heart of this transformation are STS (Ship-to-Shore), RMG (Rail-Mounted Gantry), and process cranes in steel mills and automotive plants—all now powered by variable-frequency drives (VFDs) and designed for trolley and bridge speeds routinely exceeding 200 m/min.
Yet this leap in performance has exposed a critical vulnerability: the festoon cables that deliver power and control signals to moving trolleys and bridges. These cables must match the exact kinematics of the crane—accelerating at 1–3 m/s², bending thousands of times per shift in C-track or I-beam systems—while operating in environments saturated with high-frequency PWM noise from VFDs. Conventional unscreened festoon cables simply cannot cope, leading to two parallel failure modes: catastrophic mechanical fatigue and debilitating electromagnetic interference (EMI).
The result is unplanned downtime that can cost a single STS crane US$10,000–50,000 per hour in lost throughput, plus safety risks and inflated maintenance budgets. This article provides a rigorous, engineering-focused analysis of these problems and presents the only cable proven to solve both simultaneously: the Nexans Rheyfestoon® (N)3GRDCG5G (and its cost-effective equivalent from Feichun Cable). We will examine the physics, standards, construction, performance data, real-world Indonesian applications, and future trends to equip engineers, procurement specialists, and maintenance teams with actionable knowledge.
Indonesia’s Rapid Industrial Growth and Its Impact on Crane Cable Systems
Port Automation Boom in Indonesia
Jakarta’s Tanjung Priok, the nation’s largest container gateway, has invested heavily in automated stacking cranes (ASCs) and STS cranes with travel speeds now routinely above 200 m/min. Surabaya’s Tanjung Perak and the Batam Free Trade Zone are following suit, modernizing with VFD-driven RMG systems to handle surging intra-Asian trade. These upgrades demand festoon systems capable of sustained high-speed operation in humid, saline, UV-intense tropical conditions.
Rise of Smart Manufacturing
Indonesian steel mills (e.g., PT Krakatau Steel expansions) and automotive plants (Toyota, Honda, and emerging EV facilities) have deployed overhead bridge cranes and automated material-handling systems featuring multiple VFD-controlled axes. High-duty-cycle ladle cranes, coil-handling cranes, and assembly-line transfers operate 24/7, generating extreme mechanical and electrical stress on festoon cables.
Increasing Demand for High-Speed Crane Operations
Modern cranes target 200–300 m/min trolley/bridge speeds with accelerations of 1–3 m/s² to maximize throughput. Duty cycles often exceed 1,000 bends per shift. Traditional festoon cables rated for 120–160 m/min fail mechanically within months, while unscreened designs collapse under VFD EMI, forcing operators to choose between frequent replacements or chronic system instability.
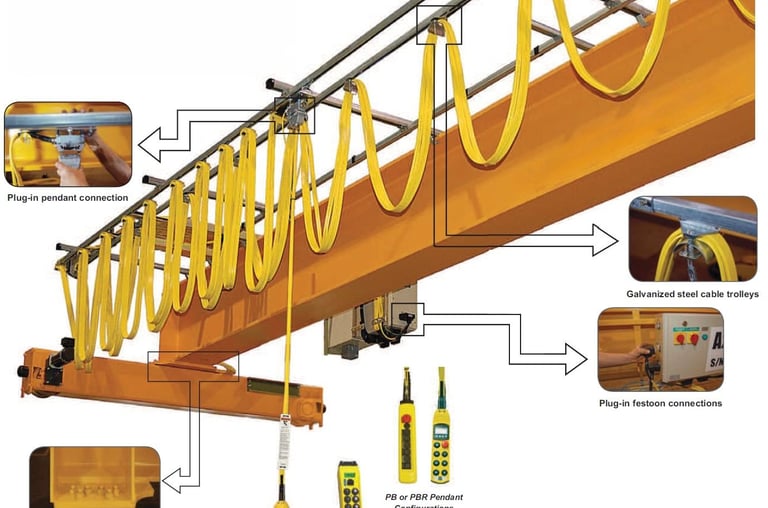
Problem #1: Mechanical Fatigue in High-Speed Festoon Systems
The Physics of Dynamic Cable Stress
Festoon cables experience combined tensile, bending, and impact loads. The bending stress σ follows the relation σ = (E · r) / R, where E is the modulus of elasticity of the conductor/insulation composite, r is the distance from the neutral axis, and R is the bend radius (typically 4–5× cable diameter in festoon trolleys). At 240 m/min and 1–3 m/s² acceleration, centrifugal forces and repeated high-frequency bending (thousands of cycles per 8-hour shift) drive fatigue crack initiation in conductor strands and sheath cracking.
Why Festoon Systems Are Mechanically Aggressive
In C-track or I-beam festoon systems, the cable forms a catenary loop that bends unidirectionally: downward over one trolley sheave, upward over the next. This creates fixed outer-tension / inner-compression stress distribution. Unlike multi-directional drag chains, festoon motion imposes millions of identical stress cycles, accelerating strand breakage and core displacement.
Failure Modes in Conventional Cables
Conductor strand breakage from repeated flexing beyond Class 5 limits.
Outer sheath cracking due to ozone, UV, and abrasion.
Insulation indentation and dielectric degradation under braid pressure (in screened designs) or core migration.
Real Consequences in Indonesian Industry
Port operators report festoon cable failures causing 5–15% of total crane downtime. A single STS crane outage at Tanjung Priok can delay vessel turnaround by hours, cascading into demurrage fees exceeding US$100,000 per incident. Steel mills face similar issues with ladle cranes, where cable failure risks molten metal spills.
Problem #2: VFD-Induced Electromagnetic Interference (EMI)
How VFDs Work (Simplified Engineering View)
VFDs convert fixed-frequency AC to variable voltage/frequency using IGBTs switched at 4–16 kHz with dV/dt rates of 5,000–10,000 V/µs. The resulting PWM waveform contains rich high-frequency harmonics (up to 30 MHz) that radiate and conduct EMI.
EMI Generation Mechanisms
Radiated emissions: Cable acts as antenna.
Conducted interference: Common-mode currents return via ground paths or stray capacitance.
Capacitive/inductive coupling: Between parallel power and control cables.
Why Cranes Are Highly Vulnerable
Long festoon runs (often 50–100 m), parallel routing of VFD power and encoder/PLC cables, and the metallic crane structure acting as a ground plane amplify coupling. In Indonesian high-humidity environments, insulation resistance drops, worsening leakage.
Operational Impact
PLC I/O errors, encoder position drift, nuisance trips, and sensor malfunctions. In safety-critical applications (anti-collision, overload protection), EMI can compromise SIL-rated systems.
Why Unscreened Festoon Cables Fail in VFD Environments
Unscreened cables behave as open antennas, picking up common-mode noise without a low-impedance return path. High-frequency harmonics couple directly into control cores, corrupting 4–20 mA signals, RS-485, or encoder feedback. Without shielding, there is no Faraday-cage effect to reflect/absorb noise. Typical failure scenario: VFD output cable runs parallel to festoon for <2 m; within weeks, PLC instability forces emergency stops, followed by repeated cable replacements.
Engineering Overview of Rheyfestoon (N)3GRDCG5G
Application Scope
Designed for heavy-duty festoon systems on overhead cranes, gantry cranes, port cranes, and automated material handlers requiring screened power/control at speeds up to 240 m/min in VFD-dense environments.
Standards and Design Philosophy
Compliant with VDE 0250-812 (reference). Explicitly engineered for single-direction bending in C-track/I-beam trolley systems.
Construction Breakdown
Conductor: Bare copper, Class 5 ultra-flexible (FC-FLX™ equivalent in Feichun version).
Insulation: HEPR (Hard Ethylene Propylene Rubber) – 90 °C continuous rating.
Inner Sheath: EM6 ethylene-propylene rubber.
Screen: 80% optical coverage tinned copper braid + synthetic fibre.
Outer Sheath: EM7 ethylene-propylene rubber – UV, oil, ozone, flame-retardant (IEC 60332-1-2), EN 60811-404 oil resistant.
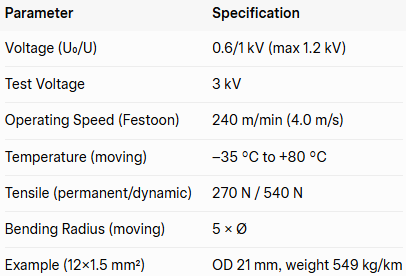
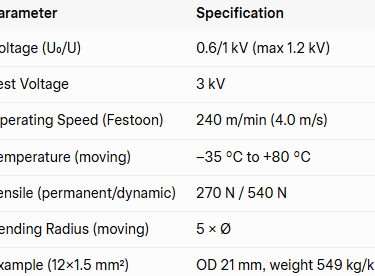
Key Technical Parameters
240 m/min — The Fastest Festoon Cable in Production
Conventional festoon cables are limited to 120–160 m/min; even premium PUR drag-chain types reach only 180–200 m/min and are not optimized for festoon kinematics. Rheyfestoon achieves 240 m/min—50% faster—through optimized geometry, Class 5 conductors, and high-hardness compounds that resist centrifugal loading and abrasion. In Indonesian ports, this directly translates to faster container handling and higher berth throughput.
80% EMC Shielding — Redefining EMI Protection
The tinned copper braid with 80% coverage + synthetic fibre filler delivers 40–60 dB attenuation (100 kHz–30 MHz), meeting IEC 61000-6-2/6-4 and EU EMC Directive. 80% is the engineering sweet spot: higher coverage (90–95%) stiffens the cable and reduces festoon flexibility; lower (<70%) fails to contain >1 MHz harmonics. Tinning prevents corrosion in humid ports; synthetic fibre maintains braid integrity during millions of bends.
HEPR Insulation — Mechanical and Electrical Stability
HEPR (hard-grade EPR) offers higher cross-link density and hardness than standard EPR, resisting braid-induced indentation and maintaining dielectric strength under dynamic pressure. It outperforms PVC/XLPE in flexibility, moisture resistance, and shape stability during high-cycle bending.
EM6 / EM7 Rubber System
Ethylene-propylene chemistry provides inherent ozone resistance (no double bonds to attack), low friction coefficient (reducing heat at 240 m/min), and excellent UV/oil performance. Indonesian tropical conditions (high UV, salt, hydrocarbons) are perfectly matched by EM7’s proven outdoor durability.
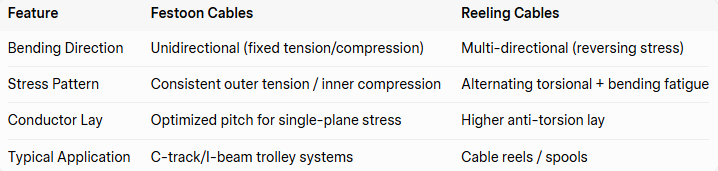
Why Designed for One-Way Bending? (Critical Engineering Insight)
Festoon vs Reeling Cables Comparison:
Rheyfestoon’s core alignment, braid angle, and lay length are tuned exclusively for festoon kinematics, delivering 2–3× longer life than reeling cables misused in festoon duty.
Indonesian Case Studies and Industry Examples
In Tanjung Priok, an STS crane operator replaced failing unscreened festoon cables every 4–6 months with Rheyfestoon equivalents; downtime dropped >70% and EMI-related PLC faults disappeared. Steel-mill ladle cranes in Cilegon reported encoder signal corruption solved by 80% braid shielding, eliminating nuisance trips. PEMA industry data confirms round festoon cables optimized for >240 m/min are now standard for high-speed port equipment.
Comparison: Rheyfestoon vs Conventional Festoon Cables
Rheyfestoon outperforms in mechanical life (millions of cycles at 240 m/min), EMC attenuation (40–60 dB vs 0 dB), and lifecycle cost (fewer replacements, lower downtime). Conventional cables fail mechanically within months and electrically within weeks in VFD environments.
Why FC-FLX™ Is a Cost-Effective Alternative
Feichun Cable’s PROTOLON® (FL) FEST-EMC series uses proprietary FC-FLX™ high-purity Class 5 copper conductors while retaining identical HEPR, EM6/EM7, and 80% tinned braid construction. Performance is fully equivalent to Nexans, but lead times are 4–8 weeks (vs 10–18) and pricing 40–50% lower—delivering €4,000–4,500 savings per 1,000 m crane system. Ideal for budget-sensitive or mid-speed projects while maintaining full VFD compatibility.
Selection Guide: Choosing the Right Festoon Cable
Key Parameters:
Speed requirement (>200 m/min → screened high-speed design)
EMI environment (VFD density → mandatory 80% braid)
Environment (tropical → EM7 rubber)
Decision Matrix (simplified):
Low speed / no VFD → standard festoon
High speed + VFD → Rheyfestoon / Feichun equivalent
Conclusion
High-speed VFD cranes create a dual mechanical-EMI challenge that unscreened or under-rated festoon cables cannot sustain. Rheyfestoon (N)3GRDCG5G—and its Feichun FC-FLX™ equivalent—represents the engineered solution: 240 m/min capability, 80% optimal EMC shielding, HEPR mechanical stability, and EM6/EM7 environmental resilience, all optimized for unidirectional festoon bending. Indonesian operators adopting this technology achieve higher throughput, lower total ownership costs, and enhanced safety in the world’s fastest-growing port and manufacturing hubs.
FAQ
Q1: What is the maximum speed of festoon cables?
Up to 240 m/min for advanced designs such as Rheyfestoon (N)3GRDCG5G.
Q2: Why are VFDs harmful to cables?
High-frequency PWM causes EMI and insulation stress through dV/dt spikes and common-mode currents.
Q3: Do I always need screened cables in cranes?
Yes, especially in VFD environments where control signals run parallel to power cables.
Q4: What is the difference between festoon and reeling cables?
Festoon cables are optimized for single-direction bending in C-track/I-beam systems; reeling cables handle multi-directional reversing stress on spools.
Q5: How long do festoon cables last?
Depends on design; high-end screened cables like Rheyfestoon last significantly longer (millions of cycles vs months for conventional).
Q6: Can I use cheaper alternatives?
Yes—Feichun FC-FLX™ equivalents deliver identical performance at 40–50% lower cost for speed- and EMI-matched applications.

Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430