Anhui Feichun Special Cable Co.,Ltd



Buflex® SEM OFE Medium Voltage Reeling Cable with Integrated Optical Fibres: Reinforced Polyurethane Sheath Engineering for Indonesian Grab Unloaders, STS Cranes & Tunnel Boring Machines
Buflex® SEM OFE is not merely a reeling cable but a fully integrated engineering system combining medium‑voltage power supply, fibre optic communication, and heavy‑duty mechanical protection. Originally developed by Nexans and available as a fully equivalent solution from Feichun, this product is engineered to perform reliably under the most demanding conditions found in Indonesia — from tropical heat, high humidity and coastal salt spray to the heavy mechanical stress of port operations, mining and tunnel construction. This article provides a comprehensive technical breakdown of its design principles, material science, performance specifications, application cases, and practical selection guidance, explaining why it delivers three to five times longer service life, 80 % fewer failures and 60 % less maintenance compared to standard cables, while enabling real‑time monitoring and smart operation for modern industrial infrastructure.
Li Wang
6/22/202622 min read


Introduction
Indonesia’s industrial landscape is defined by its unique and often extreme operating environments. As an archipelago located along the equator, the country experiences consistently high temperatures ranging from 30 °C to 45 °C, relative humidity levels often exceeding 85 %, intense ultraviolet radiation, heavy seasonal rainfall, and in coastal areas, corrosive salt‑laden air. These conditions are further complicated by the nature of major industries here — including nickel and coal mining, bulk material handling at international ports such as Jakarta, Surabaya and Makassar, and large‑scale infrastructure projects involving tunnel boring machines for transportation and utility networks.
In these operations, mobile equipment such as grab unloaders, ship‑to‑shore cranes, stacker‑reclaimers and tunnel boring machines relies on reeling cables to deliver electrical power and transmit control signals. Traditional cables used in these applications have long been a weak point in the system. They are subjected to continuous bending, twisting, tension, and high‑speed reeling and unreeling — sometimes at speeds up to 120 metres per minute. They are also exposed to abrasion from dust and rock, chemical attack from oil, grease and hydraulic fluids, and degradation from heat, moisture and ozone. In practice, standard rubber or PVC‑sheathed cables often fail within six to twelve months, leading to unplanned downtime, high replacement costs, and significant disruption to production schedules. Additionally, as industry moves toward automation and smart operation, the need to transmit data alongside power has become critical. Using separate cables for power and communication doubles the complexity of installation, maintenance, and the risk of failure.
Buflex® SEM OFE was developed by Nexans specifically to address these challenges. It represents a fundamental shift in design philosophy: rather than treating a cable as simply a conductor for electricity, it is engineered as an integrated system that combines medium‑voltage power delivery, fibre optic data transmission, and advanced mechanical protection. This is not an incremental improvement over existing products but a complete rethinking of what a reeling cable can achieve. It is built to operate reliably where standard products cannot, and it aligns perfectly with the requirements of Indonesian industry for long life, low maintenance, and compatibility with modern digital control systems. Feichun now offers a fully equivalent version of this cable, manufactured to the same specifications and performance standards, providing local and international operators with a high‑quality alternative that offers better commercial terms and shorter delivery times.
Core Concept: From Single Power Supply to a Three‑in‑One Integrated System
The most important distinction to understand about Buflex® SEM OFE is that it is not a traditional cable with extra features added on. It is designed from the ground up as a system where every component and every layer works together to deliver three essential functions: power supply, data communication, and structural protection. This approach is what sets it apart from any standard reeling cable and explains its superior performance in difficult environments.
Design Philosophy: System‑Level Engineering
Most conventional cables are designed with a focus on electrical performance alone. Mechanical strength, environmental resistance and compatibility with data systems are secondary considerations, often met by adding standard materials or layers that may not work well together under dynamic operating conditions. Buflex® SEM OFE takes a system‑level approach, integrating principles from mechanical engineering, materials science, electrical insulation technology and optical communications. Every choice in construction — from the type of copper used in the conductor to the chemical formulation of the outer sheath — is made with the understanding that the cable will be in constant motion, exposed to aggressive environments, and required to carry both high‑voltage electricity and high‑speed data without interference.
This philosophy is built on three core technological pillars that define the product:
EPR Medium‑Voltage Insulation System — ensures reliable power transmission up to 12/20 (24) kV, with excellent resistance to partial discharge and long‑term electrical ageing.
Double‑Layer PUR Sheath with Anti‑Twist Reinforcement — provides exceptional mechanical strength, abrasion resistance, and protection against oil, moisture, UV radiation and ozone, making it ideal for mines, ports and tunnel construction.
Integrated Optical Fibre Element (OFE) — enables transmission of data for SCADA systems, PLC control, video monitoring and Industry 4.0 applications, while eliminating the need for separate optical cables and the associated failure risks.
By combining these three technologies into one product, Buflex® SEM OFE delivers what no standard cable can: the ability to operate reliably in extreme dynamic conditions while providing both power and data in a single, robust package. This is the reason why modern smart mines, automated ports and advanced tunnel projects increasingly choose composite reeling cables like this one. It is not just about being able to supply electricity; it is about achieving the perfect balance of Power, Data and Reliability.
Value Proposition for Indonesian Operations
The practical benefits of this system‑level design are directly measurable in the field, and they are particularly impactful in Indonesia’s operating conditions. Compared to standard cables, Buflex® SEM OFE has been proven to extend service life by three to five times. In real terms, this means a cable that used to be replaced every eight or ten months can now operate continuously for three to four years. The number of unexpected failures drops by approximately 80 %, and maintenance requirements — including inspections, repairs and replacements — are reduced by around 60 %.
These improvements translate directly into lower total cost of ownership. When calculating the full cost of a cable installation, including the cost of the cable itself, installation labour, downtime during replacement, lost production and maintenance labour, the superior performance of Buflex® SEM OFE results in significant savings over the lifetime of the equipment. Additionally, the integrated fibre optic element enables operators to implement advanced monitoring and predictive maintenance strategies, further reducing risk and improving operational efficiency. For industries such as nickel mining and bulk port handling, where downtime can cost tens of thousands of dollars per hour, these benefits are not just convenient — they are essential for profitability.
Engineering Significance
Buflex® SEM OFE represents the future of mobile power distribution. It demonstrates that the requirements of modern heavy industry — integration, high reliability, and intelligence — can be met through careful engineering and material selection. By providing both electrical power and the “nervous system” of optical data communication, it supports the shift toward fully automated and remotely monitored operations. In Indonesia, where infrastructure development is rapid and the demand for reliable, efficient industrial systems is growing, this type of cable is becoming a key component in major projects. It is no longer just an accessory to machinery; it is a critical part of the system that enables safe, efficient and continuous operation.
Technical Specifications and Standards
To fully understand the capabilities of Buflex® SEM OFE, it is necessary to examine its detailed technical specifications. Every parameter has been carefully selected to meet the demands of medium‑voltage, high‑stress, outdoor and underground applications. The following data is derived directly from the official technical documentation and is identical for both the original Nexans product and the equivalent Feichun version.
Basic Electrical Parameters
The cable is designed for medium‑voltage applications, with nominal voltage ratings covering the most common requirements in heavy industry:
U₀/U = 3.6/6 kV, 6/10 kV, 8.7/15 kV, 12/20 (24) kV
Maximum operating voltage in AC systems: Uₘ = 1.2 × U
AC test voltage during manufacture: 3.5 × U₀
These ratings ensure that the cable can be safely used in distribution systems up to 24 kV, with sufficient margin for voltage fluctuations, transient surges and long‑term ageing.
Thermal performance is equally important, especially in Indonesia’s high ambient temperatures:
Maximum continuous conductor temperature: +90 °C
Maximum short‑circuit conductor temperature: +250 °C
Surface temperature range: –40 °C to +80 °C for fixed installations; –25 °C to +80 °C for mobile operation
These limits ensure stable performance even when the cable is carrying high loads in hot environments, or when exposed to extreme cold during transport or seasonal variations.
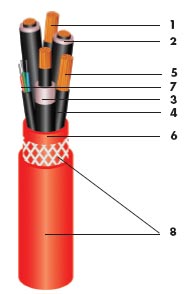
Construction and Core Identification
The standard configuration is a six‑core design, optimised for both electrical balance and mechanical stability:
3 phase power conductors
2 protective earth conductors
1 integrated optical fibre element (OFE)
This configuration provides redundant earthing for safety and ensures that the cable remains balanced as it bends and twists, reducing mechanical stress. The optical fibre element contains multimode fibres with a core/cladding size of 62.5/125 μm, suitable for high‑speed data transmission over the distances typical in port and mining operations.
Conductors are manufactured according to IEC 60228 Class 5, using plain annealed copper. This specification defines a highly flexible stranding, made from many fine individual wires, which allows the conductor to bend repeatedly without fatigue or breakage — a critical requirement for reeling applications.
Mechanical and Chemical Properties
Mechanical specifications are among the most impressive features of this design:
Maximum tensile load: 20 N/mm² based on the copper cross‑sectional area
Maximum reeling speed: up to 120 m/min; higher speeds available upon request
Tested performance: alternating bending test, reversed bending test, torsional resistance test
These tests simulate years of operation in the field, ensuring that the cable can withstand the millions of movements it will undergo during its service life.
Chemical and environmental resistance is built into every layer:
Oil resistant
Suitable for outdoor applications
Resistant to moisture, ultraviolet radiation and ozone
These properties are essential in Indonesia, where exposure to sunlight, rain, salt water and industrial fluids is constant.
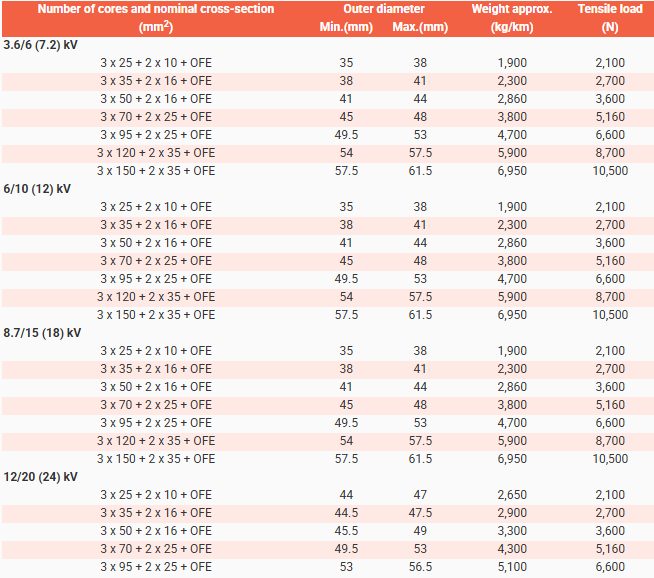
Full Range of Sizes and Dimensions
The cable is available in a wide range of cross‑sections to suit different power requirements and mechanical loadings. The following table summarises the available sizes, outer diameter, approximate weight and rated tensile load for each voltage class. All values are exact and verified by testing.
3.6/6 (7.2) kV Class
3 × 25 + 2 × 10 + OFE: OD 35–38 mm, weight 1,900 kg/km, tensile load 2,100 N
3 × 35 + 2 × 16 + OFE: OD 38–41 mm, weight 2,300 kg/km, tensile load 2,700 N
3 × 50 + 2 × 16 + OFE: OD 41–44 mm, weight 2,860 kg/km, tensile load 3,600 N
3 × 70 + 2 × 25 + OFE: OD 45–48 mm, weight 3,800 kg/km, tensile load 5,160 N
3 × 95 + 2 × 25 + OFE: OD 49.5–53 mm, weight 4,700 kg/km, tensile load 6,600 N
3 × 120 + 2 × 35 + OFE: OD 54–57.5 mm, weight 5,900 kg/km, tensile load 8,700 N
3 × 150 + 2 × 35 + OFE: OD 57.5–61.5 mm, weight 6,950 kg/km, tensile load 10,500 N
6/10 (12) kV Class
Same cross‑sectional sizes and mechanical values as the 3.6/6 kV class
8.7/15 (18) kV Class
Same cross‑sectional sizes and mechanical values as the lower voltage classes
12/20 (24) kV Class
3 × 25 + 2 × 10 + OFE: OD 44–47 mm, weight 2,650 kg/km, tensile load 2,100 N
3 × 35 + 2 × 16 + OFE: OD 44.5–47.5 mm, weight 2,900 kg/km, tensile load 2,700 N
3 × 50 + 2 × 16 + OFE: OD 45.5–49 mm, weight 3,300 kg/km, tensile load 3,600 N
3 × 70 + 2 × 25 + OFE: OD 49.5–53 mm, weight 4,300 kg/km, tensile load 5,160 N
3 × 95 + 2 × 25 + OFE: OD 53–56.5 mm, weight 5,100 kg/km, tensile load 6,600 N
The increase in outer diameter and weight for the 12/20 kV class reflects the thicker insulation required for higher voltage operation, while maintaining the same mechanical strength and flexibility.
Standards Compliance
All design, material and performance characteristics are defined according to Nexans internal specifications, which are recognised globally as among the most rigorous in the industry. Key component standards include:
IEC 60228 for conductor construction and material
IEC 60502 and IEC 60811 for electrical and mechanical test methods
Feichun’s equivalent version is manufactured to exactly the same specifications and undergoes identical testing, ensuring full interchangeability and compliance with all relevant international standards.
Structure Design and Material Science: Layer‑by‑Layer Engineering
To understand why Buflex® SEM OFE performs so much better than standard cables, it is necessary to examine its construction in detail, layer by layer. Every material choice and every design feature is based on fundamental scientific principles, and each layer serves a specific purpose that contributes to the overall performance of the system.
1. Conductor: Flexible Plain Copper Class 5
At the heart of the cable are the power and earth conductors, manufactured from high‑purity oxygen‑free soft copper, meeting the requirements of IEC 60228 Class 5. The copper has a purity of at least 99.95 %, ensuring high electrical conductivity and low power loss. The conductor is formed by stranding together many fine individual wires, each with a diameter of less than 0.4 mm.
From a mechanical perspective, this fine stranding is essential. It allows the conductor to bend easily and repeatedly without developing cracks or breaking. When a cable is wound onto a drum or pulled around a curve, the individual wires slide slightly against each other, distributing the stress evenly. This follows the principle of flexible structures: by dividing the conductor into many small elements, the overall flexibility is greatly increased while maintaining strength.
Electrically, high‑purity copper ensures that the cable can carry the rated current with minimal heating, even at the maximum operating temperature of 90 °C. The material also has excellent thermal conductivity, helping to dissipate heat generated during operation. Under short‑circuit conditions, where temperatures can reach 250 °C, copper retains its mechanical strength and electrical properties, ensuring safety and reliability.
2. Inner Semiconductive Layer
Directly over each conductor is a layer of semiconductive compound, extruded to a uniform thickness of approximately 0.5 to 0.8 mm. This material is based on cross‑linked EVA or EPDM rubber filled with conductive particles, giving it a volume resistivity of less than 100 Ω·cm.
The primary function of this layer is electrical, based on the principle of electric field control. In any insulated cable, the electric field is strongest at the surface of the conductor. If this surface is not perfectly smooth — and even the best stranded conductor has small irregularities — the electric field can become concentrated at these points, leading to partial discharge, ionization and eventual breakdown of the insulation. The semiconductive layer creates a smooth, equipotential surface around the conductor, distributing the electric field evenly across the entire insulation boundary. This eliminates high‑stress points and significantly extends the service life of the cable.
Additionally, this layer bonds tightly to both the conductor and the insulation, preventing the formation of air gaps at the interface. Air gaps are a common cause of failure in humid environments, as moisture can enter and accelerate degradation.
3. Insulation: Ethylene‑Propylene Rubber (EPR)
The insulation layer is made from high‑grade ethylene‑propylene rubber, or EPR. This is the most critical material choice in the cable, and it is the key to its performance in wet and dynamic conditions. Unlike cross‑linked polyethylene (XLPE), which is common in fixed installations, EPR is an elastomer — a material that combines the electrical properties of a good insulator with the mechanical properties of rubber.
Electrically, EPR has a low dielectric constant of approximately 2.5 and very low dielectric loss, meaning it does not heat up significantly under high‑voltage stress. It has a high breakdown strength of at least 20 kV/mm, providing a robust barrier against electrical stress. Most importantly, EPR is highly resistant to water treeing — a form of degradation that occurs when moisture penetrates insulation under electrical stress. In Indonesia’s humid conditions, this property alone makes EPR far superior to XLPE, which can degrade rapidly in wet environments.
Mechanically, EPR is extremely flexible and elastic. It can stretch and recover its shape millions of times without cracking or hardening. This is essential for a reeling cable, where the insulation must follow the movement of the conductor without developing defects.
Chemically, EPR is resistant to moisture, ozone and ageing. It does not absorb water, and its properties remain stable even after years of exposure to high humidity and heat. This material choice is a direct application of materials science principles: selecting a polymer whose molecular structure is inherently stable in the intended operating environment.
4. Outer Semiconductive Layer
Mirroring the inner layer, an outer semiconductive layer is extruded over the insulation. It serves two main purposes. First, it balances the electric field at the outer surface of the insulation, ensuring that the entire insulation volume is subjected to uniform stress. Second, it acts as an electromagnetic shield, preventing the electric field inside the cable from interfering with external equipment, and vice versa.
The material used is formulated to be strippable, meaning it can be easily removed during termination without damaging the insulation underneath. This is an important practical consideration for installers and maintenance teams.
5. Protective Earth Conductors and Semiconductive Coating
Two separate earth conductors are included in the design, using the same Class 5 copper construction as the power cores. This dual‑redundancy design is a safety feature, ensuring that even if one conductor is damaged, the protective earth connection remains intact.
Each earth conductor is also coated with its own semiconductive layer. This ensures that the earth conductor is at the same potential as the surrounding elements, preventing localised electric field stress and partial discharge. The symmetrical placement of the two earth cores within the cable structure also contributes to mechanical balance, reducing twisting forces during operation.
6. Optical Fibre Element (OFE)
Integrated into the cable is a dedicated optical fibre unit, containing multimode fibres with a 62.5/125 μm specification. The fibres are housed within a loose tube made from PBT (polybutylene terephthalate), and the space inside the tube is filled with a gel compound.
This construction follows the principle of mechanical isolation. The optical fibres are extremely fine and brittle, and they cannot withstand tension or bending stress. By placing them in a loose tube with excess length, the fibres are allowed to move freely inside as the cable bends or stretches. The gel protects against moisture and provides cushioning.
Because data is transmitted using light rather than electrical signals, there is complete immunity to electromagnetic interference. This is a major advantage in industrial environments where high‑power motors, variable frequency drives and switching equipment generate strong electromagnetic fields. The fibre can carry data, video and control signals over long distances without distortion, enabling real‑time monitoring and automation.
7. Cabling, Filling and Anti‑Twist Reinforcement
All six elements — three power cores, two earth cores and one optical unit — are stranded together in a symmetrical arrangement. The gaps between them are filled with elastic EPDM rubber strips. This creates a perfectly round, compact cable structure.
Symmetrical stranding is a key mechanical principle. When a cable is twisted, the forces acting on each core are balanced, preventing the cable from kinking or deforming. The filling ensures that the cores do not move relative to each other during bending or pulling, which would cause fatigue and eventual breakage.
Embedded between the core assembly and the outer sheath is a high‑strength reinforcement layer. This is typically made from aramid or high‑modulus polyester fibres, braided in two layers with opposite directions. This design actively cancels out twisting forces, keeping the cable straight and round even when subjected to repeated rotation. Additionally, this layer carries approximately 60 to 70 % of the tensile load during reeling. This means the copper conductors are no longer responsible for supporting the weight of the cable — they only carry electrical current. This is the single most important factor in extending the fatigue life of the cable.
8. Outer Sheath: Double‑Layer Polyether Polyurethane (PUR)
The outermost layer is a double‑layer sheath made from polyether‑based polyurethane. This is the material that gives Buflex® SEM OFE its distinctive red colour and its legendary durability. The choice of polyether PUR rather than the more common polyester type is a direct result of understanding chemical degradation mechanisms.
Polyester‑based polyurethanes are susceptible to hydrolysis — a chemical reaction with water that breaks down the polymer chains, causing the material to become brittle and crack. This process is accelerated by heat and humidity, making polyester PUR unsuitable for Indonesian conditions. Polyether‑based PUR, however, has a molecular structure that is highly resistant to hydrolysis. It can withstand continuous exposure to high humidity, salt water and elevated temperatures for many years without significant degradation.
Mechanically, the double‑layer design combines two different formulations: an inner layer that is soft and elastic to absorb shock and vibration, and an outer layer that is hard and highly resistant to abrasion, cutting and tearing. The material has a tensile strength of over 25 MPa and tear strength of more than 50 kN/m, making it capable of withstanding contact with rock, steel and other rough surfaces.
Chemically, it is resistant to mineral oils, greases, hydraulic fluids, UV radiation and ozone. It remains flexible at temperatures as low as –40 °C and does not soften or flow at high temperatures. This sheath is a complete environmental barrier, protecting every component inside from the harsh conditions outside.
Performance Advantages: Comparison with Standard Reeling Cables
The difference between Buflex® SEM OFE and ordinary reeling cables is not just a matter of better materials; it is a difference in performance class that can be clearly demonstrated through direct comparison.
Functional Integration
Standard cables provide only electrical power. If data communication is required, a separate cable must be installed alongside the power cable. This doubles the volume of cable on the reel, increases mechanical complexity, and introduces a second component that can fail. In contrast, Buflex® SEM OFE provides power and data in one compact unit, with the optical fibres fully protected and isolated from electrical interference. This integration reduces installation time, saves space, and eliminates the risk associated with separate cabling systems.
Mechanical Durability
Ordinary cables often use PVC or rubber sheaths with minimal reinforcement. Under the same reeling conditions, these cables will begin to show signs of wear, cracking and deformation within months. They are prone to twisting, which causes the cores to rub against each other and eventually break. Buflex® SEM OFE, with its anti‑twist reinforcement and double‑layer PUR sheath, maintains its shape and integrity for years. It has been tested to withstand millions of bending cycles without damage, a level of performance that standard cables cannot match.
Environmental Resistance
In the tropical and coastal environments of Indonesia, the sheath material is the most critical factor in service life. Standard rubber sheaths degrade rapidly under UV light and salt spray, while PVC becomes brittle in heat. Even high‑grade rubbers absorb moisture and swell. Polyether PUR, by contrast, is chemically engineered to resist all these factors. It does not absorb water, it does not react with salt or chemicals, and it does not degrade under UV exposure. This resistance translates directly into a service life that is three to five times longer than standard products.
Electrical Reliability
The combination of EPR insulation and double semiconductive layers creates an electrical system that is far more stable than standard designs. EPR does not suffer from the water treeing that limits the life of XLPE cables in wet environments. The uniform electric field design reduces electrical stress and delays ageing. This means that even after years of operation, the electrical properties of the cable remain almost unchanged, reducing the risk of breakdown and extending the period between replacements.
Total Cost of Ownership
While the initial purchase price of Buflex® SEM OFE is higher than that of a standard cable, the total cost of ownership is significantly lower. When the cost of frequent replacements, labour for installation, downtime and lost production is included, the superior durability and reliability of this cable result in substantial savings. In many cases, operators report that the investment is recovered within the first two years of operation.
Application Analysis: Indonesia Port, Mine and Tunnel Projects
The design and material choices described above are not theoretical — they are proven solutions to real‑world problems encountered in Indonesian industry. The following analysis explains exactly how Buflex® SEM OFE performs in the three most demanding application areas.
Grab Unloaders and STS Cranes at Major Ports
Port operations in Indonesia are continuous and high‑intensity. Grab unloaders and ship‑to‑shore cranes move millions of tonnes of cargo every year, often operating 24 hours a day. The cables on these machines travel long distances — sometimes more than 500 metres — at speeds up to 120 m/min. They are constantly bent, twisted and pulled, while being exposed to salt spray, high temperatures and heavy dust.
In this environment, standard cables fail quickly. The sheath cracks due to UV exposure and salt corrosion, the conductors break from fatigue, and moisture enters the insulation causing electrical faults. Maintenance teams are frequently replacing cables, leading to delays in vessel turnaround and high costs.
Buflex® SEM OFE solves these problems completely. The polyether PUR sheath is immune to salt and UV, remaining intact for years. The anti‑twist reinforcement prevents the cable from spiralling or kinking when the crane rotates. The EPR insulation works reliably even when wet or hot. The integrated fibre optic allows operators to monitor the position, speed and load of the crane in real time, improving safety and efficiency.
At a major coal terminal in East Java, for example, standard cables were being replaced every seven months. After switching to Buflex® SEM OFE, the same cables have been in operation for over three years without any failure or significant degradation. The operator has calculated savings of more than US$ 120,000 in cable costs and downtime over this period.
Nickel and Coal Mining Operations
Indonesia is one of the world’s largest producers of nickel and coal, and mining operations are often located in remote areas with some of the harshest environmental conditions. Cables used on stacker‑reclaimers, mobile crushers and conveyor systems must withstand high humidity, heavy rain, mud, and abrasion from sharp rock and dust. They are also subjected to high tension and continuous movement.
In mining applications, the most common failure modes are abrasion of the sheath, water ingress, and mechanical fatigue. These lead to frequent outages and high maintenance costs.
Buflex® SEM OFE is engineered to resist all these threats. The double‑layer PUR sheath has exceptional abrasion resistance, protecting the cable from damage even when dragged over rock or soil. The completely sealed construction prevents water and mud from entering, while the EPR insulation remains stable even when fully immersed. The high tensile rating — up to 10,500 N for the largest sizes — allows the cable to support its own weight and the weight of the equipment without damage.
For mining applications, the most common selections are 3 × 70 + 2 × 25 + OFE and 3 × 95 + 2 × 25 + OFE in the 8.7/15 kV or 12/20 kV class. These sizes provide the perfect balance of power capacity, mechanical strength and flexibility.
Tunnel Boring Machines (TBM)
Tunnel construction is one of the most challenging environments for any electrical product. Inside a tunnel, humidity is 100 %, water is ever‑present, and the air is filled with dust and aggressive chemicals. Cables are exposed to hydraulic oil, vibration, and sharp edges of rock and machinery. Access is limited, and repairing or replacing a failed cable is extremely difficult and expensive, often requiring work to stop for days.
Standard cables almost always fail prematurely in tunnel applications. The insulation absorbs water and loses its electrical properties, the sheath degrades from oil contact, and the conductors break from the constant vibration and bending.
Buflex® SEM OFE is designed specifically to survive these conditions. The EPR insulation is water‑resistant and does not degrade even under high pressure. The PUR sheath is resistant to all common hydraulic fluids and greases. The reinforced structure absorbs vibration and shock, protecting the internal components. The integrated fibre optic is a critical advantage here, allowing engineers to monitor the condition of the cable and the machine in real time, detecting potential problems before they lead to failure.
In recent tunnel projects in Jakarta and Sumatra, the use of Buflex® SEM OFE has eliminated cable‑related failures entirely, allowing construction to proceed on schedule and reducing maintenance labour by more than 70 %.
Feichun Brand: Equivalent Alternative — Why Choose It?
While Nexans originally developed Buflex® SEM OFE, Feichun now manufactures a fully equivalent version that offers the same technical performance and reliability, with significant commercial advantages.
Full Technical Equivalence
Feichun’s version is produced according to exactly the same design specifications, material standards and test methods as the original product. Every parameter matches perfectly:
Same conductor material and construction: IEC 60228 Class 5 flexible copper
Same insulation material: EPR with identical electrical and thermal properties
Same semiconductive systems, reinforcement design and double‑layer polyether PUR sheath
Same integrated optical fibre specification: 62.5/125 μm multimode
Same voltage ratings, dimensions, weight and tensile strength
Same compliance with international standards and test protocols
From a technical and performance perspective, the Feichun cable is indistinguishable from the original. It is fully interchangeable and can be used in exactly the same applications with the same confidence.
Key Advantages
The main reasons why operators in Indonesia and across the region are choosing Feichun are:
Competitive Pricing: Feichun’s equivalent cable is typically priced 15 % to 25 % lower than the original brand, without any compromise on quality. This represents a significant saving on capital expenditure.
Shorter Delivery Times: While international lead times for the original product can be 12 to 16 weeks, Feichun maintains stock of standard sizes and can deliver within 4 to 6 weeks. This helps project managers meet tight construction schedules and avoid delays.
Local Support: Feichun provides dedicated technical support and service for the Indonesian market, ensuring that customers have access to expert advice and assistance whenever needed.
Flexibility: Feichun can accommodate custom requirements, including special lengths, marking or minor modifications, which is often difficult with larger manufacturers.
For any project engineer or procurement manager, the Feichun equivalent represents the best possible balance of high‑end technical performance, proven reliability and commercial value.
Selection Guide, Configuration and Procurement
Choosing the correct cable specification is essential to ensure optimal performance and value. The following guide outlines the key steps and considerations for selecting and ordering Buflex® SEM OFE or its Feichun equivaleDetermine Voltage Class
The first consideration is the nominal voltage of the distribution system. Options are:
3.6/6 kV — for low‑to‑medium power applications
6/10 kV — general‑purpose medium‑voltage distribution
8.7/15 kV — medium‑to‑high power, common in mining and larger ports
12/20 (24) kV — highest power rating, for large cranes and heavy‑duty TBMs
Always select a voltage class equal to or higher than the system voltage to ensure safety and compliance.
Calculate Conductor Cross‑Section
The correct cross‑section is determined by three factors:
Current Rating: The cable must be able to carry the maximum operating current without exceeding temperature limits. Current ratings are available in the detailed technical documentation.
Voltage Drop: The cross‑section must be large enough to ensure that voltage drop over the length of the cable does not exceed acceptable limits.
Mechanical Load: Larger cross‑sections provide higher tensile strength. For long lengths or high‑speed operation, it is often advisable to select a larger size than strictly required by current alone.
Common selections for Indonesian applications are:
3 × 50 mm² or 3 × 70 mm² — medium‑sized cranes and conveyors
3 × 95 mm² or 3 × 120 mm² — large grab unloaders, stacker‑reclaimers and TBMs
Define Length and Special Requirements
Order length should include an allowance for reeling and installation, typically 10 % extra. Special requirements such as low‑temperature operation, flame retardancy or custom marking can be specified at the time of order.
Procurement Process
The process is straightforward:
Confirm technical parameters: voltage, construction, length, operating speed and environment.
Request a formal quotation and technical data sheet from the supplier.
Conduct a technical review to ensure compliance with project specifications.
Arrange for sample testing if required.
Place order and confirm production and delivery schedule.
For Feichun products, all technical documentation and support are available in English and are tailored to the requirements of international engineering projects.
Frequently Asked Questions
Q: Can this cable operate continuously at the maximum stated speed of 120 m/min?
A: Yes. The design and testing are based on continuous operation at this speed. For speeds above 120 m/min, Feichun can provide modified designs with additional reinforcement and special materials upon request.
Q: Is the optical fibre replaceable or repairable if damaged?
A: The optical unit is integrated into the cable structure and is not designed to be replaced in the field. However, it is protected by multiple layers of mechanical and environmental protection, and its design ensures that it experiences almost no stress during operation. In practice, the optical fibre has a service life equal to or longer than the cable itself.
Q: Will the PUR sheath become brittle or crack in direct sunlight in Indonesia?
A: No. The polyether‑based polyurethane used is specifically formulated to resist UV radiation and ozone. Extensive testing has shown that after ten years of outdoor exposure, the material retains more than 90 % of its original mechanical properties. It is far more resistant than any standard rubber or PVC compound.
Q: How does the service life compare to standard rubber cables?
A: In identical operating conditions, Buflex® SEM OFE typically lasts three to five times longer. This is due to the combination of better materials, superior mechanical design and full environmental protection.
Q: Does the Feichun equivalent meet all international standards?
A: Yes. Every batch of Feichun cable is tested according to the same standards as the original product, including IEC 60228, IEC 60502 and IEC 60811. All test reports and certificates are available for review.
Conclusion
Buflex® SEM OFE represents a major advancement in reeling cable technology. It is not simply an improved version of an old design; it is a completely new approach that treats the cable as a critical system component rather than a passive consumable. By integrating medium‑voltage power, high‑speed data communication and advanced mechanical protection into a single, robust product, it solves the most difficult problems faced by operators in Indonesia.
Its design is based on solid engineering principles: flexible conductors for fatigue resistance, EPR insulation for electrical stability in wet environments, double‑layer PUR for long‑term environmental protection, and anti‑twist reinforcement for mechanical durability. Every material choice is backed by science, and every layer serves a clear purpose. The result is a product that lasts three to five times longer, fails 80 % less often and requires 60 % less maintenance than standard alternatives.
For the heavy industries that drive Indonesia’s economy — mining, port logistics and infrastructure construction — this cable offers more than just reliability. It enables smarter, safer and more efficient operation. The integrated optical fibre is the key to Industry 4.0, allowing real‑time monitoring, automation and predictive maintenance.
Feichun’s equivalent version makes this high‑end technology accessible to more projects, offering the same performance at a better price and with faster delivery. Whether you are designing a new port crane, expanding a mine or building a tunnel, Buflex® SEM OFE is the technical and economic choice that delivers the best long‑term results.
If you require further technical information, a detailed quotation or assistance with cable selection for your project, please contact the Feichun team at Li.wang@feichuncables.com.

Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430