Anhui Feichun Special Cable Co.,Ltd



BS 6708 PROTOMONT Type 506, 512, 518, 524 Auxiliary Cables: Advanced ETFE Insulated Galvanized Steel Armoured Solutions for Underground Mining Fixed Installations
BS 6708 PROTOMONT Type 506, 512, 518 and 524 auxiliary cables represent a premium class of control and signal transmission solutions engineered specifically for underground mining environments. This comprehensive guide explores their design standards, material science, structural engineering, performance capabilities, and practical applications across mining operations, with special focus on usage in Indonesia’s diverse mineral extraction sites. We also detail how Feichun brand equivalents deliver identical performance at better value and faster delivery, making them ideal for local and regional projects.
Li Wang
6/15/202620 min read


Introduction
Underground mining is one of the most demanding operational environments in the industrial world. In Indonesia, where vast coal, gold, copper, and nickel reserves are extracted from deep underground mines in regions such as South Sumatra, Kalimantan, Papua, and Sulawesi, the challenges are amplified by tropical weather conditions, high humidity, corrosive soil chemistry, and strict safety regulations. Every component installed in these mines must withstand mechanical stress, chemical exposure, extreme temperatures, and electrical interference while maintaining reliable performance over decades.
Among these components, auxiliary control cables play a critical role. They carry signals that control machinery, monitor safety systems, enable automation, and facilitate communication between different sections of mining operations. If these cables fail, the consequences range from production downtime and increased maintenance costs to serious safety hazards for personnel.
PROTOMONT Type 506, 512, 518, and 524 cables, manufactured to British Standard BS 6708, are engineered specifically to meet these rigorous requirements. Unlike general-purpose industrial cables, these products are purpose-built for underground mining. Their core value lies in integrating five essential performance requirements—electrical transmission, electromagnetic protection, mechanical protection, environmental resistance, and explosion safety—into one complete system through precise application of material science and structural mechanics. This article explains in detail how these cables are designed, why they perform better than standard alternatives, and how they are applied in mining operations throughout Indonesia and beyond.
Standards and Basic Technical Specifications
Governing Standards
The foundation of PROTOMONT series performance is BS 6708, the British Standard specification for cables for use in mines and quarries. This standard is recognized globally as one of the most stringent and relevant benchmarks for mining cables, and it is widely accepted in Indonesia’s mining industry as a mark of quality and compliance. Unlike general cable standards, BS 6708 addresses the unique combination of hazards found underground, including mechanical damage, fire risk, chemical attack, and electrical interference.
Complementary standards that define specific components and performance include:
BS 6360: Specifies the requirements for conductors, ensuring flexibility and conductivity.
BS 7655: Defines colour coding for insulation, allowing clear core identification.
EN 60322-1-2 / IEC 60322-1-2: Covers resistance to fire, ensuring cables do not contribute to flame spread or emit harmful gases.
EN 60811-404 / IEC 60811-404: Tests resistance to oil and other fluids common in mining machinery.
DIN VDE 0298 Part 3: Establishes minimum bending radii to prevent damage during installation and use.
Compliance with these standards is not merely a technical requirement; in Indonesia, adherence to recognized international standards is often mandatory for obtaining operational permits from mining regulatory bodies.
Electrical Parameters
All four cable types share identical electrical characteristics, designed for control and signal circuits rather than high-power transmission. The key specifications are:
Rated voltage: 320/550 V
Maximum permissible AC operating voltage: 0.45/0.60 kV
Maximum permissible DC operating voltage: 0.35/0.60 kV
AC test voltage: 2 kV (applied during manufacturing to verify insulation integrity)
Electrical properties per core vary slightly based on conductor size:
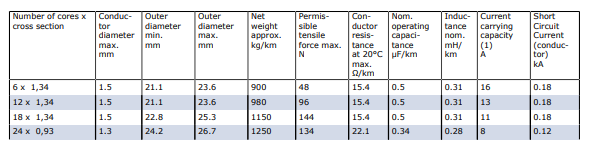
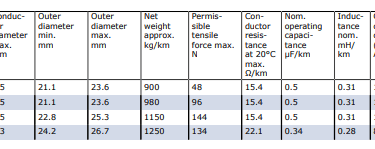
For 1.34 mm² conductors (used in Type 506, 512, 518):
Conductor resistance at 20°C: maximum 15.4 Ω/km
Nominal operating capacitance: 0.5 μF/km
Inductance: 0.31 mH/km
Short-circuit current rating: 0.18 kA
For 0.93 mm² conductors (used in Type 524):
Conductor resistance at 20°C: maximum 22.1 Ω/km
Nominal operating capacitance: 0.34 μF/km
Inductance: approximately 0.28 mH/km
Short-circuit current rating: 0.12 kA
Current carrying capacity decreases as the number of cores increases, due to reduced heat dissipation within the cable construction:
Type 506 (6 cores): 16 A
Type 512 (12 cores): 13 A
Type 518 (18 cores): 11 A
Type 524 (24 cores): 8 A
These values are calculated for continuous operation at maximum rated temperature and are verified through rigorous testing.
Thermal and Environmental Ratings
One of the most impressive features of these cables is their ability to perform reliably across a wide range of temperatures and environmental conditions, which is essential in Indonesia where mines may be located in cool highland areas or hot, humid lowland regions.
Maximum conductor temperature: 90°C in normal operation; 250°C under short-circuit conditions
Ambient temperature for fixed installation: -40°C to +80°C
Ambient temperature for flexible operation: -25°C to +60°C
Weather resistance is unlimited both indoors and outdoors. The materials used are inherently resistant to ozone, ultraviolet radiation, and moisture penetration, meaning they will not degrade rapidly when exposed to tropical rain, sunlight, or high humidity levels that are typical in Indonesian mining sites.
Chemical resistance is equally robust. The cable construction meets requirements for resistance to fire and resistance to oil, making it suitable for areas where hydraulic fluids, lubricants, or other chemicals may be present.
Mechanical Specifications
Mechanical durability is paramount in underground mining, where cables are subjected to pulling, bending, crushing, and abrasion. Key mechanical properties include:
Maximum permissible tensile load: 15 N/mm² of cross-sectional area
Minimum bending radius: Defined by DIN VDE 0298 Part 3, ensuring the cable can be routed through tight spaces without damage
Permissible tensile force by model:
Type 506: 48 N
Type 512: 96 N
Type 518: 144 N
Type 524: 134 N
Weight and dimensions vary according to the number of cores:
Type 506 and 512: Outer diameter 21.1 mm to 23.6 mm; weight approximately 900 kg/km and 980 kg/km respectively
Type 518: Outer diameter 22.8 mm to 25.3 mm; weight approximately 1150 kg/km
Type 524: Outer diameter 24.2 mm to 26.7 mm; weight approximately 1250 kg/km
These dimensions and weights reflect the robust construction required to deliver long service life in harsh conditions.
Core Design Philosophy and Engineering Principles
The success of PROTOMONT cables comes from three fundamental design principles that guide every choice of material and structure. These principles transform a simple assembly of copper and plastic into a highly engineered system capable of surviving and performing in environments where standard cables fail quickly.
Material Layer Matching: No Weak Links
The first principle is that every layer of the cable is designed to perform a specific function, and the material chosen for that layer is selected to perfectly match that function. There is no excess material, and no component is expected to do more than it is designed for. From the center of the cable to the outer surface, each layer works in harmony:
Conductor: The core function is to conduct electricity efficiently while remaining flexible. The material selected is finely stranded tinned copper, conforming to BS 6360 Class 5. Copper is chosen for its excellent electrical conductivity, which minimizes power loss and heat generation. Tin plating serves two purposes: it prevents oxidation of the copper in humid or chemically active environments, and it improves connectivity and solderability during installation. Stranding into many fine wires rather than using a single solid conductor increases flexibility and resistance to fatigue from repeated bending or vibration.
Insulation: This layer must provide electrical isolation, withstand high temperatures, resist chemical attack, and maintain stable electrical properties over decades. The material used is ETFE (Ethylene Tetrafluoroethylene), a high-performance fluoropolymer. ETFE is chosen because it has a very stable molecular structure, meaning it does not react with most chemicals found in mines, including oils, acids, and alkalis. It retains its insulating properties at temperatures up to 150°C, well above the maximum operating temperature of the conductor. It also absorbs almost no moisture, a critical feature in Indonesia’s humid climate, as water ingress is one of the most common causes of cable failure.
Core Arrangement and Filler: The insulated cores are laid up around a rubber filler. The filler creates a perfectly circular cross-section. This shape is important because it ensures that mechanical forces applied to the cable are distributed evenly around the circumference, preventing stress concentrations that could lead to cracking or breaking. The rubber material is elastic, allowing the cable to bend without damaging the internal cores.
Screening: Each individual core is protected by a screen made from a combination of copper and textile braid. The function here is electromagnetic compatibility. In underground mines, heavy machinery, variable frequency drives, and power cables generate strong electromagnetic fields that can interfere with low-power control signals. The copper braid acts as a Faraday cage, blocking interference from entering or leaving each core. The textile component adds mechanical strength and prevents the copper strands from breaking or unraveling. By screening each core individually rather than using a single overall screen, the design eliminates crosstalk between signals, ensuring that commands sent to different parts of the mining machine remain clear and accurate.
Inner Sheath: A layer of chloroprene rubber (CR) forms the inner sheath. Its main job is to seal the core assembly and provide a smooth, protective layer between the delicate screened cores and the heavy armour layer outside. Chloroprene rubber is selected for its excellent resistance to weathering, ozone, and oil. It is also highly elastic, acting as a shock absorber against impacts and vibrations.
Reinforcement / Armour: This is the most critical mechanical component: a flexible armour made from galvanized steel wires. The primary function is to carry all tensile loads during installation and operation, and to protect the cable from crushing, impact, and penetration by sharp objects or falling debris. Galvanized steel is used because it has very high tensile strength and the zinc coating provides cathodic protection against corrosion, even in wet or acidic soil conditions common in Indonesian mines. The armour is constructed from pliable wires arranged in a helical pattern, which allows the cable to bend while maintaining its protective strength. This is the key difference between this design and rigid steel tape armour, which makes cables stiff and prone to damage when bent.
Outer Sheath: The final layer is PROTOFIRM, a specially modified compound based on chloroprene rubber. This layer is the cable’s first line of defense against the external environment. The formulation is optimized for maximum abrasion resistance, tear strength, and resistance to ultraviolet light and ozone. Carbon black is added to the compound to improve weather resistance and make the cable easily visible underground. The material is also flame retardant, meeting strict safety standards.
Every material choice is driven by scientific principles. Electrical conductivity, chemical inertness, mechanical strength, and elasticity are all balanced to create a system where every part supports the others, resulting in a product that is far greater than the sum of its components.
Mechanical Balance Design: Strength and Flexibility
A common dilemma in mining engineering is that cables need to be strong enough to withstand heavy loads and rough handling, yet flexible enough to be routed through complex layouts and around machinery. Many cables sacrifice one property for the other: rigid cables break when bent, while flexible cables tear easily under tension.
PROTOMONT cables solve this through a mechanical balance design. The formula is simple but effective: flexible conductor + elastic filler + soft steel armour + elastic outer sheath.
The fine-stranded copper conductor and rubber filler provide high flexibility.
The helically wound galvanized steel armour provides high tensile strength and crush resistance.
The elastic rubber sheaths allow the cable to flex and absorb energy without permanent deformation.
This combination means the cable can be pulled with significant force during installation, dragged along rough ground, or bent repeatedly, all without suffering damage. In practical terms, this reduces installation time and costs, as less care is needed to handle the cable, and it ensures long-term reliability even when installed in areas where movement or vibration occurs.
Safety Redundancy Design: Built for Zero Failure
Safety is the highest priority in underground mining. The design philosophy for these cables incorporates significant safety redundancy. Every performance parameter is set well above the minimum required by general industry standards.
Temperature ratings are wider than typical industrial cables, ensuring performance even during unexpected heat waves or cold spells.
Insulation thickness is generous, providing a safety margin against electrical breakdown.
Dual layers of protection (inner and outer sheath) and robust armour mean that even if the outer surface is scratched or damaged, the inner components remain protected.
Fire resistance and low-smoke properties ensure that in the unlikely event of a fire, the cable will not spread flames or release toxic gases that could endanger personnel.
This approach recognizes that in underground mining, a failure is not just an inconvenience—it can lead to production losses worth millions of Rupiah per day, and more importantly, it can put lives at risk. By designing for conditions worse than the worst expected scenario, the manufacturer ensures reliable operation even when things go wrong.
Detailed Construction, Material Science and Model Differences
Layer-by-Layer Engineering Analysis
Understanding the material science behind each layer helps explain why these cables perform so well.
Conductor Material: Tinned Copper (BS 6360 Class 5)
Copper is the standard for electrical conductors because it has the second-highest electrical conductivity of all metals, surpassed only by silver. This ensures minimal energy loss and efficient signal transmission. Tin plating is applied to the copper surface. The scientific principle here is corrosion prevention. In the presence of moisture and oxygen, bare copper forms oxides that increase resistance and can eventually lead to breakage. Tin acts as a barrier, and because it is more reactive than copper, it corrodes first, protecting the underlying metal—a process known as sacrificial protection. Class 5 stranding involves using many very fine wires. This increases the total surface area and allows the conductor to bend easily without exceeding the yield strength of the material, preventing fatigue failure over time.
Insulation Material: ETFE (Ethylene Tetrafluoroethylene)
ETFE belongs to the family of fluoropolymers, which are known for their extreme chemical inertness. The molecular structure consists of carbon atoms bonded to fluorine atoms. The carbon-fluorine bond is one of the strongest in organic chemistry, requiring very high energy to break. This is why ETFE does not react with acids, bases, oils, or solvents. It does not absorb water, meaning its electrical properties remain constant regardless of humidity. Its high melting point and excellent thermal stability allow it to operate continuously at 90°C and survive short circuits up to 250°C without melting or deforming. Compared to PVC insulation, which becomes brittle in cold weather and softens in hot weather, or rubber insulation which degrades rapidly under UV light, ETFE maintains its properties for decades.
Armour Material: Galvanized Steel Wires
Steel is chosen for armour because of its high tensile strength-to-weight ratio. Galvanization involves coating the steel with a layer of zinc. The science here is electrochemical protection. Zinc has a lower electrode potential than steel. If the zinc coating is scratched and the steel is exposed to moisture, an electrochemical cell is formed, and the zinc corrodes instead of the steel. This protection continues even if the coating is damaged. The wires are formed into a flexible armour by winding them in a spiral. This structure allows the armour to expand and contract as the cable bends, unlike a rigid wrap which would crack.
Sheath Material: Chloroprene Rubber (CR) / PROTOFIRM
Chloroprene rubber is a synthetic elastomer. It is chosen for its balance of properties: it is elastic, durable, resistant to weathering, and inherently flame retardant. The PROTOFIRM formulation is a proprietary improvement that adds fillers and modifiers to increase abrasion resistance and tear strength. Rubber sheaths work by absorbing impact energy and deforming without breaking, while also providing a complete barrier against water and chemicals. Carbon black is added to the outer sheath compound. Beyond colouring, carbon black is an excellent UV stabilizer, absorbing harmful radiation from the sun and preventing it from breaking down the polymer chains. This is especially valuable in Indonesia where cables may be installed in surface installations or ventilation shafts exposed to direct sunlight.
Differences and Connections Between Type 506, 512, 518, and 524
All four models are built using exactly the same materials, construction methods, and standards. They share the same voltage ratings, temperature ranges, mechanical strengths, and safety features. The only differences are the number of cores and the cross-sectional area of the conductors, which dictate their specific application.
Type 506: 6 Cores × 1.34 mm²
This is the smallest variant. It is designed for simpler control circuits where fewer signals are required. It is commonly used on smaller mining machines, auxiliary equipment, or for basic interlocking systems. With a current rating of 16 A per core, it can handle higher power signals or longer distances.
Type 512: 12 Cores × 1.34 mm²
This is the most widely used version in the PROTOMONT range and is often considered the standard choice for general mining applications. The 12-core configuration offers a good balance between size, weight, and functionality. It is ideal for connecting sections of medium-sized machinery or for systems requiring multiple control, monitoring, and power circuits. It is extensively used in coal mines in South Sumatra and metal mines in Sulawesi due to its versatility.
Type 518: 18 Cores × 1.34 mm²
With 18 cores, this model is suited for more complex machinery and automated systems. As mining operations in Indonesia become more advanced and adopt digital monitoring and control systems, the demand for cables with more cores increases. This type allows for more sensors, feedback loops, and control functions to be integrated into a single cable run, simplifying installation and maintenance.
Type 524: 24 Cores × 0.93 mm²
This model offers the highest number of cores, designed for systems with many input and output signals, such as large-scale automation, conveyor control systems, or comprehensive monitoring networks. To keep the overall diameter manageable while fitting 24 cores, the conductor size is reduced to 0.93 mm². While this reduces the current carrying capacity to 8 A, it is sufficient for low-power signals, sensors, and data transmission. This is the preferred choice for modern mines in Papua and Kalimantan where extensive monitoring is required for safety and efficiency.
Selection Guide
Choosing the right model depends on three factors:
Number of signals: Count the number of separate circuits required for the machine or system. Select the model with the next highest core count.
Current and distance: For higher currents or longer cable runs, choose the 1.34 mm² conductors (Types 506, 512, 518). For signal-only circuits or shorter distances, Type 524 is suitable.
Space constraints: Consider the available space for installation. Type 506 and 512 have the smallest outer diameter.
Performance Advantages Compared to Ordinary Cables
To understand the true value of PROTOMONT cables, it is necessary to compare them with standard industrial control cables often found in general industry.
Environmental Resistance
Standard cables typically use PVC insulation and sheathing. PVC is low cost and easy to manufacture, but it has significant limitations. It becomes stiff and brittle at temperatures below -15°C and softens significantly above 70°C. It absorbs moisture, which degrades its insulating properties over time, especially in humid environments like Indonesia. It offers poor resistance to oil and chemicals, swelling or cracking when exposed to fluids common in mines.
In contrast, PROTOMONT cables use ETFE insulation and CR sheathing. They operate reliably from -40°C to +80°C, do not absorb water, and are chemically inert. In real-world conditions, a standard cable might fail within 12 to 24 months in an underground mine due to environmental degradation, while a PROTOMONT cable will last 15 to 20 years or more.
Mechanical Protection
Ordinary control cables usually have no armour or only a light metallic foil shield. They offer no protection against crushing, impact, or abrasion. When installed underground, they are easily damaged by falling rock, heavy equipment, or during maintenance work.
PROTOMONT cables feature a heavy, flexible galvanized steel wire armour. This armour acts as a mechanical shield. It can withstand significant crushing forces and protects the inner cores from being cut or pierced. It also carries the tensile load, meaning the delicate copper conductors are never under tension during installation or use. This mechanical protection is the single biggest factor in extending service life in rough mining conditions.
Electromagnetic Compatibility
Standard cables often rely on an overall screen to reduce interference. This works well for power cables but is insufficient for control cables where multiple signals run side-by-side. Interference can jump from one core to another, causing errors or erratic machine behaviour.
The individual copper/textile braid screen on every core in PROTOMONT cables eliminates this problem entirely. Each signal is isolated, ensuring that even in the electrically noisy environment of a mine, signals remain clear and accurate. This is vital for modern automated mines where errors can trigger costly shutdowns or safety systems unnecessarily.
Safety and Compliance
Most general-purpose cables do not meet the rigorous fire safety standards required for mining. They may burn easily, produce thick smoke, or release toxic fumes. Using such cables in underground mines is not only dangerous but also illegal in many jurisdictions, including Indonesia.
PROTOMONT cables are tested and certified to EN 60322 standards for fire resistance. They are designed to self-extinguish if a fire starts and produce very low levels of smoke and toxic gas. This ensures compliance with all local and international safety regulations, reducing liability and ensuring the safety of workers.
Total Cost of Ownership
While the initial purchase price of PROTOMONT cables is higher than standard cables, the total cost of ownership is significantly lower.
Longer life: Replacement is needed far less frequently.
Less downtime: Fewer failures mean more production days.
Lower maintenance: Robust design means less inspection and repair work.
Safety compliance: Avoids fines and operational stoppages.
For example, a coal mine in South Sumatra that replaced standard control cables with PROTOMONT series reported an 80% reduction in cable-related maintenance work and a 3% increase in operational availability, resulting in a return on investment within the first two years of installation.
Applications and Real-World Use in Indonesia
The design of PROTOMONT cables makes them perfectly suited for the specific conditions found in Indonesian mines.
Official Application Scope
According to the product specification, these cables are intended for fixed installation in underground mines. Their primary functions are:
Providing circuits for remote control operations
Interconnecting different sections of mining machinery such as shearers, ploughs, loaders, and conveyors
Connecting machine sections to associated auxiliary equipment, sensors, valves, and control panels
They are not designed for continuous movement or trailing applications; for those uses, different cable types are recommended. However, for fixed routes, they are the ideal solution.
Use in Indonesian Mining Scenarios
Underground Coal Mines (South Sumatra, East Kalimantan)
Coal mines in these regions face high humidity, high temperatures, and the presence of methane gas and coal dust. The environment is chemically aggressive due to acidic mine water.
Why PROTOMONT works: The corrosion-resistant galvanized armour and CR sheathing withstand the water and acid. The flame-retardant and low-smoke properties are essential safety features in gassy mines. The wide temperature range accommodates the heat found in deep coal seams.
Common models: Type 512 is the standard choice for longwall control systems, while Type 518 is used for conveyor belt control rooms.
Gold and Copper Mines (Papua, North Sulawesi)
These mines operate at great depths, often exceeding 1,000 meters. Temperatures are high, and mechanical stress is severe due to ground movement and heavy equipment.
Why PROTOMONT works: The high tensile strength and robust armour protect against ground pressure and rock fall. The stable electrical performance of ETFE insulation ensures signals remain accurate even at high ambient temperatures.
Common models: Type 518 and Type 524 are preferred here to support the complex automation and monitoring systems used in large-scale mining operations.
Nickel and Bauxite Mines (Southeast Sulawesi, West Papua)
While much nickel extraction is open-pit, underground operations are expanding. The soil is often highly corrosive due to lateritic soils and high moisture.
Why PROTOMONT works: The materials are resistant to the specific chemical composition of the soil and water found in these areas. The weather resistance allows use in both underground and surface installations connecting processing plants.
Processing Plants and Infrastructure
Beyond the mine face, these cables are widely used in surface processing plants, workshops, and ventilation shafts. Their ability to be used outdoors without degradation makes them versatile for all mining infrastructure.
Regulatory Compliance
In Indonesia, the Ministry of Energy and Mineral Resources enforces strict standards for mining equipment. Cables used underground must meet specific safety and performance criteria. PROTOMONT cables, manufactured to BS 6708, are recognized as compliant and are listed in the specifications of major mining companies operating in the country, including PT Bukit Asam, PT Freeport Indonesia, and PT Vale Indonesia.
Feichun Brand: Equivalent Replacement Solution
As global supply chains evolve, mining operators and procurement teams in Indonesia are increasingly looking for reliable alternatives to traditional European brands. Feichun Cable has developed a range of cables that are fully equivalent to the PROTOMONT series, offering the same high quality while providing significant advantages.
Why Feichun is a 100% Equivalent Replacement
Feichun designs and manufactures these cables strictly according to BS 6708 standards. Every specification matches exactly:
Conductor: Finely stranded tinned copper, Class 5, same resistance values.
Insulation: ETFE material, same thickness and electrical properties.
Screening: Individual copper/textile braid per core.
Armour: Flexible galvanized steel wire, same tensile strength and corrosion protection.
Sheath: Modified chloroprene rubber compound, matching PROTOFIRM performance.
Dimensions: Outer diameter, weight, and bending radius are identical.
Performance: Electrical, thermal, mechanical, and chemical test results meet or exceed the original specifications.
Certifications are identical as well. Feichun cables hold international certifications including IEC, MSHA, and EAC, and are registered to meet Indonesian National Standards (SNI), ensuring they are accepted for use in all local mining projects.
Key Advantages of Choosing Feichun
Competitive Pricing
Feichun’s optimized manufacturing processes and supply chain management allow them to offer these cables at a price point that is typically 25% to 40% lower than established European brands. This cost reduction does not come at the expense of quality, as raw materials are sourced from the same high-grade suppliers. For large-scale mining projects, this results in substantial capital expenditure savings without compromising safety or reliability.
Short Delivery Times
One of the biggest challenges in sourcing specialized mining cables is long lead times. Importing from Europe often takes 8 to 12 weeks due to production scheduling and shipping logistics. Feichun maintains dedicated production lines and stock reserves for standard types such as Type 512. Standard delivery to major ports in Indonesia (Jakarta, Balikpapan, Makassar) is typically 15 to 30 days, with urgent orders available in as little as 7 days. This speed is critical for maintenance projects or emergency replacements where production downtime costs thousands of Rupiah per hour.
Local Support and Customization
Feichun provides dedicated technical support for the Indonesian market. Their engineering team understands local conditions and regulations, and can assist with cable selection, specification writing, and installation advice. Custom lengths, special packaging, and marking can be arranged to suit specific project requirements.
Proven Reliability
Feichun cables have been successfully installed in numerous mining projects across Southeast Asia. Independent testing laboratories have confirmed that their performance is indistinguishable from the original products. They offer the same 20-year design life and warranty support.
When to Select Feichun Equivalents
Feichun cables are the ideal choice in the following scenarios:
New mine development projects looking to optimize capital costs.
Replacement and maintenance programs where budgets are tight but quality cannot be compromised.
Projects requiring fast delivery to meet tight construction schedules.
Projects where local technical support is preferred.
Selection, Procurement and Installation Guide
How to Select the Correct Model
Define the circuit requirements: List all signals, controls, and auxiliary power connections needed. Count the total number of cores required. Always select a model with slightly more cores than currently needed to allow for future expansion.
Determine load and distance: Calculate the maximum current per circuit and the length of the cable run. If currents are above 8 A or runs are longer than 500 meters, choose the 1.34 mm² conductor sizes (Type 506, 512, or 518).
Check environmental conditions: Confirm the minimum and maximum ambient temperatures and exposure to chemicals or water. All models are suitable for the full range of conditions, but this step ensures no mistakes are made.
Verify standards: Ensure the selected cable is specified as BS 6708 Type [number], with ETFE insulation and galvanized steel wire armour.
Procurement Specifications
When preparing tender documents or purchase orders, use the full technical description to ensure the correct product is supplied:
Auxiliary Cable, BS 6708, PROTOMONT Type 512, 12 Cores × 1.34 mm², 320/550 V, ETFE Insulated, Individual Copper/Textile Screen, Galvanized Steel Flexible Wire Armour, Chloroprene Rubber Sheath, Black.
Acceptable equivalent: Feichun BS 6708 Type 512.
Installation Best Practices
Even the best cable will fail if installed incorrectly. Follow these guidelines to maximize service life:
Bending Radius: Do not bend the cable tighter than the minimum specified radius (typically 6 to 8 times the outer diameter). Sharp bends can damage the armour or insulation.
Tensile Load: Do not exceed the maximum permissible pulling force. Use proper pulling grips and avoid dragging the cable over sharp edges.
Temperature: Do not install or handle the cable when temperatures are below -15°C, as the rubber materials may become stiff and susceptible to damage.
Termination: Use appropriate glands and connectors designed for armoured cables. Ensure the armour and screens are properly earthed to maintain safety and electromagnetic compatibility.
Routing: Protect cables from heavy traffic and falling objects where possible. Use cable trays or secure fixing points.
Frequently Asked Questions
Q: Can these cables be used outdoors or on the surface?
A: Yes. The specification states they are suitable for unrestricted use indoors and outdoors. The materials are resistant to ozone, moisture, and UV radiation, making them excellent for surface installations, ventilation shafts, and processing plants.
Q: What is the difference between Type 506, 512, 518, and 524?
A: The only differences are the number of cores and the conductor cross-section. All other properties such as voltage rating, temperature range, mechanical strength, and materials are identical. Type 506 has 6 cores, Type 512 has 12, Type 518 has 18, and Type 524 has 24 cores with slightly smaller conductors.
Q: Are these cables suitable for use in explosive atmospheres?
A: Yes. The construction and materials meet the requirements for use in potentially explosive atmospheres found in mines. They are non-sparking, flame retardant, and do not generate static electricity levels that could cause ignition, provided they are installed and earthed correctly.
Q: How long is the expected service life?
A: Under normal operating conditions, the design life is 20 years. This is significantly longer than standard industrial cables, which typically last 3 to 5 years in similar environments.
Q: Does Feichun provide technical documentation and certifications?
A: Yes. Feichun provides full technical data sheets, test reports, and all necessary certificates including SNI, IEC, and ISO documents required for approval and installation in Indonesia.
Conclusion
BS 6708 PROTOMONT Type 506, 512, 518, and 524 auxiliary cables represent the gold standard for control and signal transmission in underground mining. They are not merely cables; they are engineered systems designed to solve the specific problems found in mining environments. By integrating advanced materials science, structural mechanics, and safety engineering, they deliver reliable performance where standard cables cannot survive.
Their core value lies in the integration of five critical functions: electrical transmission, electromagnetic protection, mechanical protection, environmental resistance, and safety. Every layer, from the tinned copper conductor to the modified rubber outer sheath, is designed with a clear purpose and backed by scientific principles. The differences between the four models allow operators to select the exact configuration needed for their specific machinery and automation requirements, while ensuring the same high level of performance and safety.
In Indonesia, where mining is a vital industry and environmental conditions are particularly challenging, these cables have proven their worth across thousands of installations. They ensure operational continuity, protect personnel, and help mining companies meet strict regulatory requirements.
With the availability of fully equivalent alternatives from Feichun Cable, the market now has access to this world-class technology at a more competitive price and with faster delivery. Feichun cables offer the same performance, compliance, and reliability, making them a smart choice for procurement professionals and engineers looking to optimize their supply chain without compromising on quality.
For anyone involved in the design, operation, or maintenance of underground mines, understanding the capabilities and benefits of these cables is essential. They are a key component in building safer, more efficient, and more profitable mining operations.
If you are interested in purchasing these cables, require technical specifications, or need assistance with your project, please contact the Feichun team:
Feichun Cable provides comprehensive support, including custom design, certification assistance, and reliable delivery throughout Indonesia and Southeast Asia.





Feichun Cable
Durable mining cables for tough environments and operations
Email: Li.wang@feichuncables.com
© 2025. All rights reserved.


Company
Products
Contact
WhatsApp: +86 17333223430